
この記事は、下記の質問にお答えしています。
- 溶接技能試験の申し込み方法の解説
- 溶接技能試験の試験内容の選び方
- 練習に必要な部材の加工方法
監督〜!今回は、溶接技能評価試験の実技の解説なんですね〜
これで僕も溶接技能資格者になれるんですね〜
その通りや〜 しかしな〜
溶接の練習は、必須やで〜 溶接なめとんのか〜!!😤
ひぇ〜〜〜😭 やっぱり そんなに甘くないんですね〜
しかし、監督〜!! 溶接技能試験には、学科と実技があるんですよね〜
学科に関しては、前回の学科の実際問題の解説で、完〜全に克服しました〜!
溶接技能評価試験の学科編は、下記の記事で詳しく解説しています。

その通りやで〜
学科に関しては、今までの鋼材の知識、熱処理の知識、溶接の基礎編で
身につけている知識で戦えると思うけどな〜
やはり実際に受験するなら不安と思うからな〜、前回解説したんや〜!
実技試験は、どのように練習を行うのか、参考になるような内容にしていくで〜〜
これを読めば、完〜全〜に、溶接技能試験マスタ〜やな〜!
レベル1 溶接技能評価試験の申し込みと試験の選び方
まずは、試験を受けるには、日本溶接協会のホームページからアクセスしないといけなくてな〜
e-Weldのサイトからインターネット経由で、申し込む必要があるんやで〜(他に方法はないと思うで〜)


この日本溶接協会のHPには、技能試験の内容や要領も詳しく載っているので、チェック入れてみてや〜
まあ、難しいことも書いてあるので、試験を受けるために、掻い摘んで解説するで〜
溶接技能者評価試験には、たくさんの試験内容に細分化されてるんや〜
まずは、自分が、どの試験にチャレンジするか決める必要があるんや!
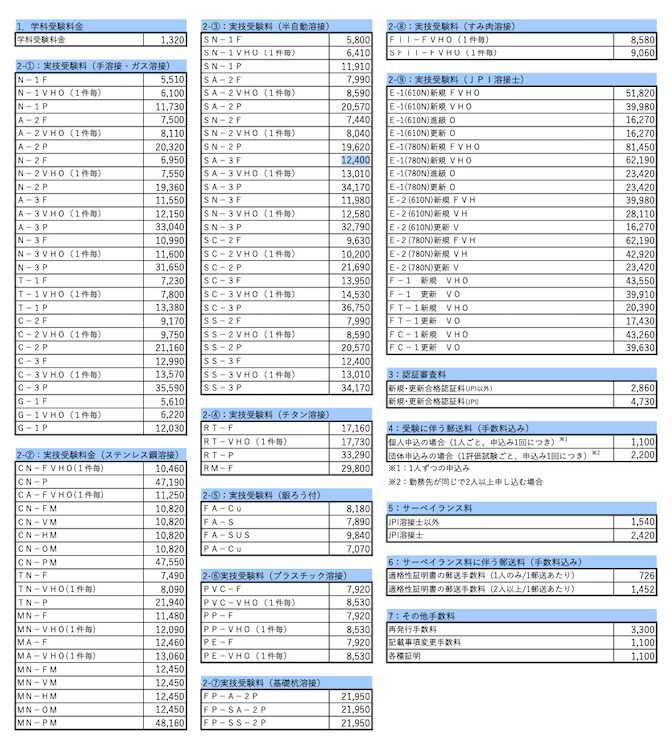
めちゃくちゃたくさん、あり過ぎるからな〜 バコ〜んと、これだけに絞っての解説にするで〜
右側の数字は、試験費用やな〜!
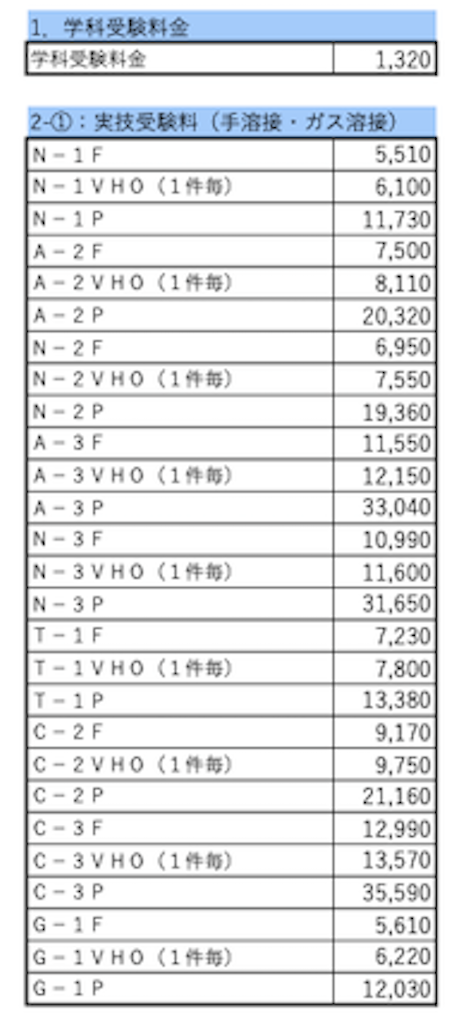
手溶接(被覆アーク溶接)の試験内容で説するで〜
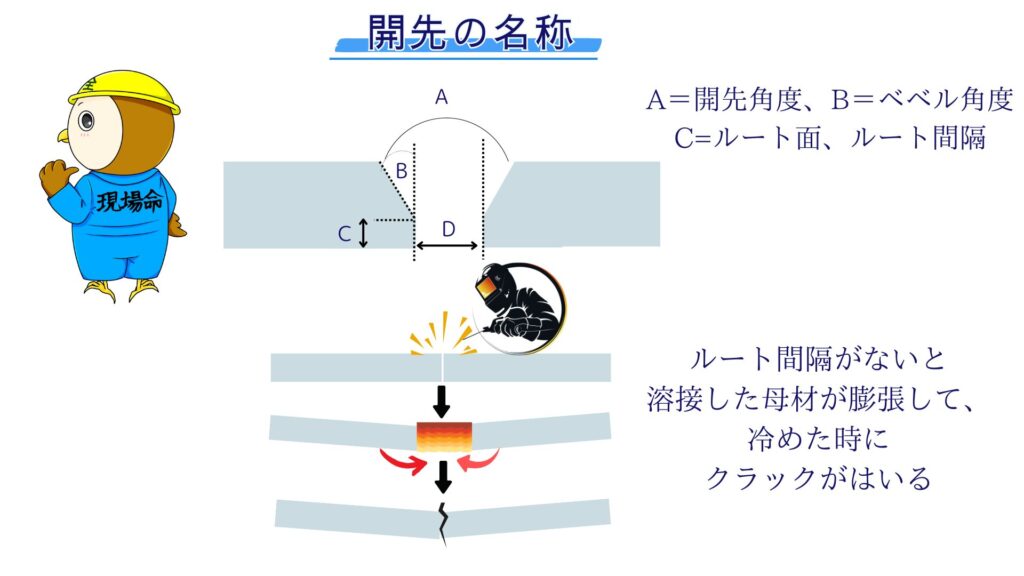
溶接材料は、炭素鋼やな! 材質は、SS400や、2枚の炭素鋼を開先ありで突き合わせ溶接するのが
基本形や! あとは、P=パイプ 配管の突き合わせ溶接があるんや! 開先の名称は、この図解やな!
試験の時は、ベベル角度は、30度で、開先角度は、60度が基本や!
最初のアルファベットのNとAはと言うとやな〜、裏板あり、なしの違いなんや!
裏板あり=A 裏板なし=N
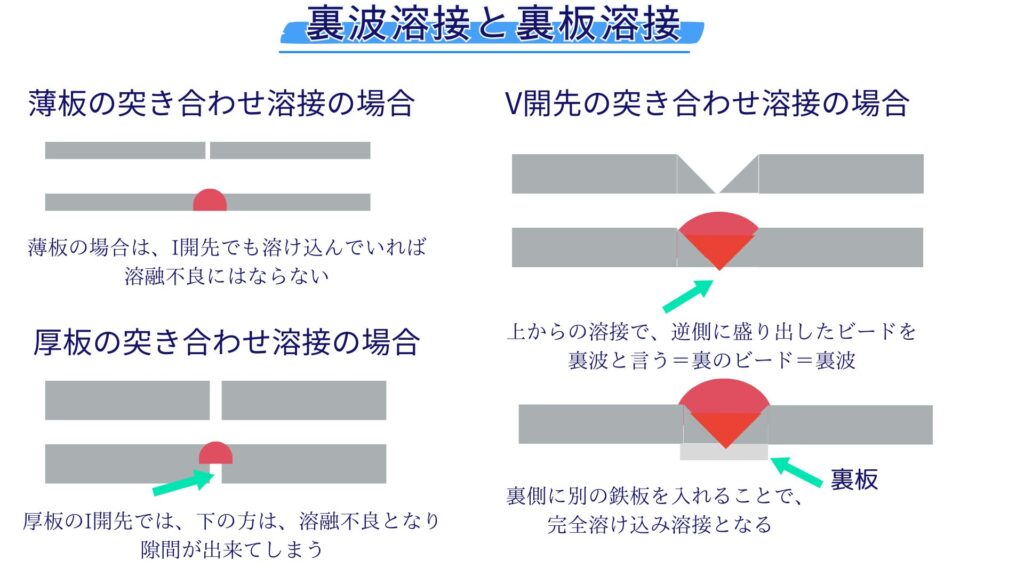
薄板の突き合わせ溶接だと、上から溶接すれば、下まで溶け込んで溶接不良にはならないんやけどな〜
中厚(9ミリ)の鉄板になると、上からの溶接では、下側に隙間が出来てもうて、溶融不良となるんや!
だから、厚みがある鉄板の突き合わせでは、レ開先やV開先が基本となり、
ルート間隔を設けて、上からの溶接で、下側まで、貫通させるように溶接することで、
裏側にも溶接肉をつけることができるようになるんや!
貫通して、突き抜けたビードを、裏波って言うんやで〜
これは、まじぃ〜〜〜で、難しい溶接なんや!
上からの溶接で、下に抜けて、垂れてしまう可能性が大なんや!
そこで、裏板を当てることで、この下に垂れる現象を防ぐことができるんや!
これが、裏板のあり、なしの解説や! どちらも完全溶け込み溶接を狙っての溶接方法やな〜
上の表の1、2、3の数字はな〜、板厚を示してるんや!
1=薄板 3.2㎜ 2=中板 9㎜ 3=厚板 19㎜
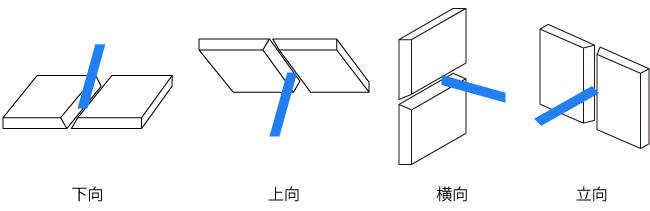
次に、F=下向 V=立向 H=横向 O=上向
最後に、P=パイプ=配管やな!
https://marketing.ipros.jp/
まとめるとやな〜
Nー1Fの試験内容は、N=裏板なし 1=板厚 3.2㎜ F=下向の試験内容なんや!
N−1Vは、裏板なし 1=板厚 3.2㎜ V=立向の試験で、
N−1Pは、裏板なし パイプ厚 4.9㎜の配管の突き合わせ溶接試験という意味やで〜
ちなみに、配管の厚みは、1=100A 肉厚4.9㎜
2=150A 肉厚11㎜ 3=200A 肉厚20㎜になるんやで〜!
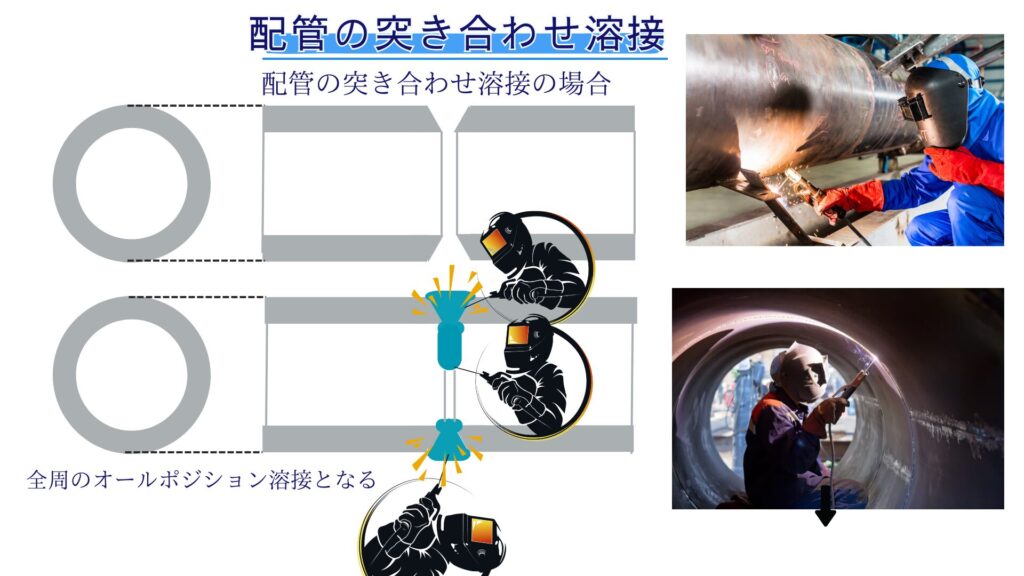
配管溶接の溶接姿勢はなく、配管を固定して、ぐる〜〜っと溶接する全周オールポジションが基本と
なるんや〜〜! 大口径の配管で、人が配管内部に入れなければ、外からの全周溶接が、必須になるんや!
これは、難しいで〜〜🤨 配管職人のプロやな〜!
裏板も当てることができないので、配管の内側に裏波を出しながら、溶接することが、必須となるんや!
機械屋としては、Aー2F(基本級)と、専門級のAー2V(立向)に合格することができれば、
もうそれは、完全に👍オ〜ケ〜やで〜!
最後に、溶接棒やな!
溶接知識編で出てきた溶接棒の銘柄一覧のどれでも使うことが出来るんやが、
低水素系では、LB52、LB47が一般的で、イルミナイト系では、B-17で、ライムチタニア系では
Z-44が一般的に選ばれていると思うで〜
溶接棒の種類に関しては、下記の内容を参考にして下さい
最後に、まとめるとやな〜
手溶接の中から自分の職種に合った板厚を選んで、溶接姿勢と溶接棒を選んで、あとは練習やな!
被覆アーク溶接の試験内容は、完全に理解しました〜
裏板あり、なしと、板厚と、溶接姿勢が、複雑にしているだけなんですね〜
Tー1F(基本級)があるが、これはティグ溶接やし、
Cー2F(基本級)は、ティグ溶接と手溶接の合体型やな!
1層目を、ティグで溶接して、二層目から手溶接に変更するような
複合溶接になるんや!
まずは、A-2F(基本級)からやな〜
ちなみに、どの試験も基本級を合格しなければ、専門級も受験は出来るけど
合格はしないんやな〜!なので、まずは、板厚9㎜の下向き、裏板ありからやな〜
レベル2 A-2F 試験の流れ
試験の申し込みが完了すると、試験の1ヶ月前には、顔写真入りの受験票が指定した自宅や会社に届くんや!
受験票には、受験番号と使用する溶接棒の材質が記載されてるんや!
使用溶接材は、事前に指定した溶接棒しか使うことができないんや! これは、絶対服従もんやで〜
溶接棒の太さは、自由に選択できるで〜、溶接棒の種類だけは、事前申請した溶接棒以外はNGや!
(申請した溶接棒の種類であれば、太さは3.2㎜以上であれば、4㎜でもOK)
受験票を持って、指定日程に試験所へ向かうとしてやな〜
準備として、試験表と溶接棒と、安全用具は、必須で、事前準備が必要やで〜!
グラインダーとストロングバックは、会場に準備されてるんやけど、他は
自分がいつも使っている溶接面や手袋、ハンマー、タガネ、安全服は、持参やな!
使用する溶接棒は、自分で準備やな!(絶対必須) 乾燥機で乾燥させたものを持っていくのがベストやな!
試験本番中は、もちろんグラインダーは使えないので、一発勝負やで〜! 修正溶接は、できるけどな〜
当日の流れはこんな感じやな〜
1.受付〜 ( 会場の受付で、受験票を見せて、ゼッケンを受け取る )
2.試験材を受け取る
( 試験材は、指定場所に置かれているので、各自の受験番号を確認して、受け取る )
3.試験材料のグラインダー掛け ( 時間割当て表を見て、最初の受験者より実施とする )
※タック溶接は、指定ブースに入ってから行う。事前には溶接面の黒皮除去と開先加工を先に実施しておく
※開先加工は、ベベル角度30度で、試験開場側で実施されているので、追加で必要なら各自で行う
4.試験開始〜 ※当日の時間割により実施
(試験官から受験番号を呼ばれたら、指定ブースに入り、仮付けをする)
注意)仮溶接用の組立治具は、会場にあるけど、他の人も使うので、できれば自分で準備する方がいいと
思うで〜! マグネットだけでいい人は、各自で準備して持って行っとく方がいいで〜
4−1.仮溶接
4−2.仮付け溶接完了後、評価員に試験材を手渡して、仮付け溶接のチェックをしてもらう
4−3.本溶接 ※試験本番や! とにかく集中していこか〜!!
5.ブースの清掃〜
6.試験材の提出〜
・歪み防止剤を取り付けた人は、取り外して、グラインダー仕上げ
・刻印場所に試験材を持っていく
・刻印後、指定の試験材置き場へ順序よく並べる
評価員に試験材を手渡せば、もう試験材を手直しすることはできないので、ピンホール等があり、
手直ししたければ、提出前に行う必要があるんや!
(手直しでは、グラインダーは、使えないので、余盛の幅や高さを考慮して、各姿勢で、
行うのが基本やな! 決められた姿勢以外はNGや! 縦向きの試験は、補修溶接も縦向き溶接だけやで〜)
終了〜 ※ゼッケンは、受付の回収袋に捨てる
仮付けの要領書は、これやな!
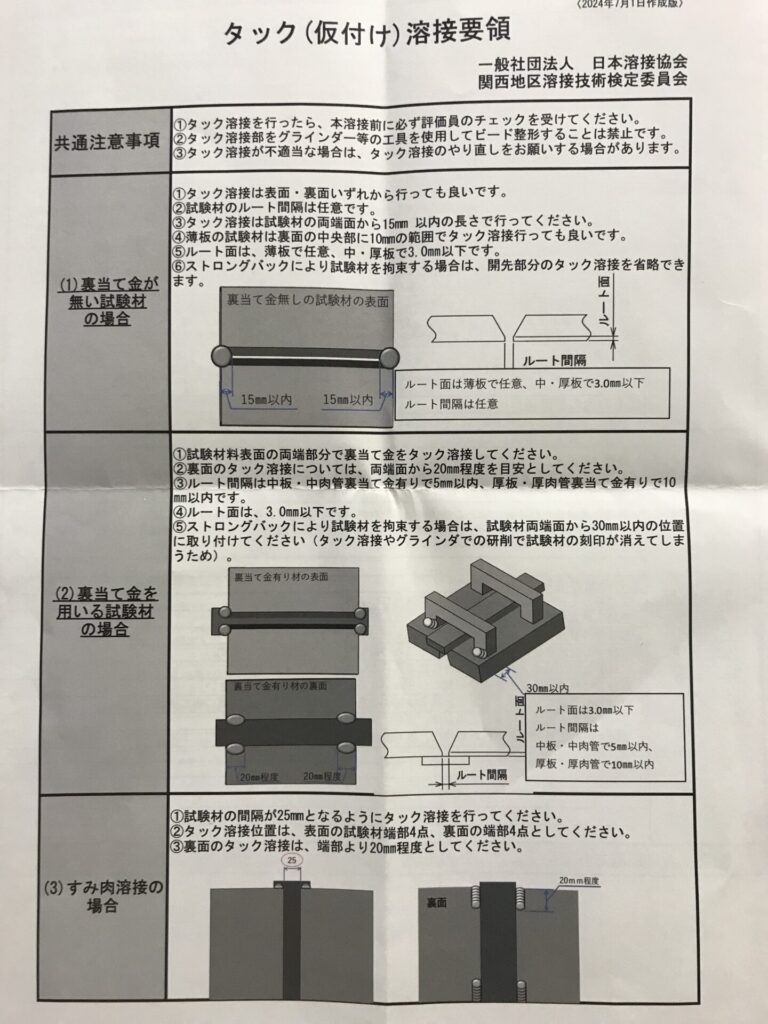
試験会場に行ってからは、こんな流れやな〜
あとは、普段通りのパフォーマンスを出せるように、しっかり練習して
試験に臨むことやな〜
試験の流れは、理解できました〜〜!
あとは、練習ですね〜
実際の溶接の練習の概要も解説してもらいたいです〜🙇
よっしゃ〜
バコ〜〜んと解説いくぜ〜〜!
レベル3 A-2F 溶接技能評価試験 まずは、これを準備編
まず、準備する物は、150×125㎜ 板厚9㎜ の鉄板2枚と、
幅25㎜×160㎜×6tのフラットバーもしくは、鉄板を準備やな〜
本番では、ベベル角度の開先加工は、試験の主催者側が行っていて、各自で開先加工をする必要はないが、
(ベベル角度を、30度以上必要な人は、各自で行う必要があるけどな〜〜!)
試験の練習では、自分で、ベベル角度の開先加工を行う必要があるんや〜!面倒やで〜!
こんな感じやな!

会場のブースと同じ姿勢で練習することが必要となるので、椅子と溶接台は、準備が必要なや〜
本試験会場は、こんな感じや!
https://www.saga-s.co.jp

まず、交流アーク溶接機があり、椅子があるんやな〜(高さは変えられへんかったわ〜)
溶接台は、高さ調整可能で、横向き、縦向きの試験材を取り付けられる棒状のアームがあるんや!
このアームも、高さ調整が自分でできるようになっとるんやで〜!
重要なんは、試験では、試験材を台に乗せ、溶接し易い高さに、溶接台を、きちっと高さ調整することが、
めっちゃ重要やで〜! 焦ってしまって、普段のポジショニングが決まってないと、
上手くいかんで、余計に焦ってまうで〜!
縦向きや横向きの試験でも、試験材の取り付けアームは、高さ調整可能なので、練習の時から
自分のベストポジションは意識してみるといいで〜
練習では、椅子と高さ調整ができる溶接台と、200H鋼があればOKや!
Nー2F(手溶接9mm裏板あり)では、俺の場合は、ルート面は、0もしくは、1mmなので
ブースに入る前に、黒川除去をしておく必要がるんや!
裏当て材も、黒皮除去は、必須やで〜!

黒皮除去して、ルート面の加工を完了させてから本番の順番待ちとなるんや!
本番のブースに呼ばれてから、仮溶接や!
仮溶接が完了したら、一度試験官に、確認してもらい、OKをもらう必要があるんや!(忘れんなや〜!)
まあ、こんな感じやで!
ルート間隔は、俺の場合は、4.6㎜の鉄板を準備して、挟みながら、マグネットを使って、仮溶接やな!


仮溶接(タック溶接)に使う溶接棒は、Z-44(ライムチタニア系)3.2㎜を、俺は準備していくな〜
仮溶接は、どの溶接棒でもいいけど、LBよりかは、付けやすいから、俺は使ってるんや!
仮付けが終わったら、本溶接やけど、本溶接の溶接棒は、どれでもいいと思うで〜
普段使っている溶接棒が、馴染みがあれば、どれでもいいけど、Z-44だから落ちるとか、
LB-47じゃなけば、受からないとかは、ないと思うで〜!
俺は、Z-44でも、LB−47でも合格してるけどな〜
しかし、溶接棒が変われば、同じ太さでも電流の設定が変わってくるので、要注意や!
次に、溶接材を置いて、固定してやな〜
電流の設定や! 電流の設定は、本番のブースに入って、仮溶接の時から調整するんやけどな〜
試験会場の溶接機は、他にたくさんの人が別の溶接機を使っているのもあって、自分が使う溶接機の
設定電流と、実際の溶接電流に、差が出ることがあるんや!
試験会場全体の使用電気容量が大きくなっているのが、そのことが原因と思うけど、
実際に計測器で測ると、少し低い値になってるのが、普通やで〜
そこで、重要なんは、ブースにある溶接機には、アナログの電流計が付いているので、
練習用の鉄板を準備しておいて、自分が設定した電流値と、実際に流れている溶接電流を
確認する必要があるんや! これめっちゃ重要やねん!
俺も初めて、試験に行った時は、ブースの溶接機を80Aに設定して、アーク出してみたけど、
低過ぎるやろー!って、なかなかスパークしなくて、アークが出なかったんや!
電流計が付いてたから、実際の溶接電流を見てみると、60A位しか流れてなかったんや!
これは、ほんまに!焦ってもうたで〜!
「溶接機壊れてるやろ〜〜って、文句言いそうになったわ〜!」
なので、ブースに入ったら、短絡電流を、見て、その値より、10A マイナスで、
設定することにしてるわ〜〜!
短絡電流とは、溶接棒を鉄板に、わざとくっつけて、電流を「だら〜〜」っと流して、
電流計を見るんや! 本溶接電流は、短絡電流より10A程度低くなるので、この方法でも
実際の溶接電流の設定ができるで〜! 要は、溶接機の設定電流を信じては、🙅ダメ!なんや!
実際に、アークを出しながら、電流計を見て、本溶接電流を確認するのもいいけど、
その時は、アークを直接見ては、いかんぜよ〜〜! 目が焼けるで〜〜👁️
何度も言うけど、ブースの溶接機の電流調整は、設定値ではなく、実際の溶接電流の値を
確認しながら、設定する必要があるんやで〜!
普段から、ベスト電流の設定は、溶接機のメモリを頼りに、実際のアークの状態やスパッタの量、
ビードの状態で、ある程度判断出る様にしとかなあかんで〜!
ここまでが、準備段階やな〜!
溶接機を準備して、溶接台、椅子、高さ調整ができるように、あるもので、工夫するんや!
これがないと、練習できんとかは、なしや! 知恵と工夫で、あるもので、何とかするんや!
練習用の材料も普段から9mmの鉄板があれば、切れ端を取っておくぐらいの準備は、必要やで!
開先加工は、グラインダーの練習にもなるので、自分で行なってみるのが、ベストや!
加工屋さんに出せば、綺麗に機械加工してくれるやろうけど、これも練習と思って、自分でやろう!
材料は、貴重やし! 加工にも手間がかかるので、1回の練習に、真剣に取り組めるで〜!
溶接棒は、これでなければいけないとかは、俺はないと思っているんで、どれでも対応でるように
しておくことが、俺は重要と思うで! 現場では、どんな溶接棒でも最高の溶接ができる様に
普段から、練習しておくことが、重要やねん!
しかし、乾燥機だけは、普段から、重要な溶接の時は、使うようにしとこうな〜!
それよか、溶接棒の管理から大切なんやで〜! 新しいものでもビニールを破ると、吸水し始めるので、
湿気には注意やで〜〜! あと、溶接棒の先を傷つけんように、保管することも重要や!
あとは、保護具をつければ、準備はOKや!
レベル4 A-2F 溶接技能者評価試験 実際の溶接練習方法
試験は、この状態で、スタートや!
電流の設定は、俺の場合だと、こんな設定で行うんやで〜!
使用溶接棒:Z-44(4㎜)ルート間隔:4.6㎜ ルート面:0㎜の場合は、俺は下記でいくで〜!
| 1層目 | 180A |
| 2層目 | 160A |
| 3層目 | 160A |
| 4層目(仕上げ) | 160A |
※この電流設定が絶対ではないんや! ちなみに、LB-47では、5A〜10A程度、下げていくで〜
A-2Fの1層目の溶接電流を180Aで行う理由は、裏板までしっかりと溶け込ませたいから
なんやな〜!
電流値が高いと、「アンダーカットになるんじゃね〜かって!」思うかもしれんけどな〜!
その通りやな! だけど、裏板と開先があるので、ここは、開先先端部と裏板の溶込み重視やな!
ルート間隙を4.6㎜にしておけば、1層目は、ストリンガーでもルート面の先を巻き込んで、
裏板まで、溶け込むので、少し強い電流値が重要なんや!
なので、運棒は、ストリンガーで、溶接速度は、早くなく、遅すぎないのがポイントや!
溶接速度は、一定で、溶接棒が短くなった時でも、速度と角度は変えないのが鉄則や!
棒角度は、上から見て、30度位が理想やけど、これも一定がいいんやけどな〜!
溶接棒の角度の変化や、熱がこもってくると溶接池のでき方が変わる場合があるので、
あと、被覆材の溶け方に変化がある場合は、溶接池の形状(ビードの形状)が変わったときに
棒角度で、ビード形状をコントロールする必要があるんや!
あとは、練習あるのみやで〜!
監督〜! そんなこと言っても!
実際にどのくらい練習すればいいんですか〜??
そうやな〜〜!
組立君の場合は、まずは、真っ直ぐなビードを出せるまで、
下向きで練習するところから始めないといかんかな〜!
そうですよね〜!
先ほどの解説で、溶接棒の角度が変わると、どのようにビード形状が変わるか?
また、溶接スピードが、ビード形成にどのような変化をもたらすのか?
電流の設定も、まだよく分かっていません😭
もう少し、解説をお願いします〜
そうやな〜!
組立君の場合は、溶接の実践編の初級から始めんとあかんかな〜!
よっしゃ! 次の解説では、溶接の実践編としようと思うんや!
今回の解説は、あくまでも溶接技能試験の概要を、ザザ〜〜っと
解説するのが目的だったから、実際の溶接編は、またにするわ〜!
期待しとってや〜!