
この記事の内容は、こんな質問にお答えします。
- 外力による歪みと熱歪みの違いとは?
- 線膨張とは? (材質の違いによる熱歪みについて、解説)
- 残留応力とは? (残留応力が与える影響について、解説)
- 熱処理の基本の4つとは? (焼入れと焼き戻しの違いについて、解説)
- 焼きなましとは?
- 焼きならしとは?
監督〜〜!
今回は、熱処理に関しての解説なんですよね〜
よっしゃ!今回は、熱処理についての解説いくで〜
これまでの鋼材編で学んだことを、総動員すれば、楽勝やで〜
熱処理の理解を助ける鋼材の知識、レベルを上げる為に、下記の記事も参考にして下さい。
鉄が熱影響を受けるとどうなるの?平衡状態図の理解が鉄の熱影響の理解を助ける「徹底解説」
鋼材の材質の違いについて、どんな違いがるの? 機械的性質を細分化して「徹底解説」
鋼材編の上級では、
平衡状態図を解説してもらいました。
鉄は、熱影響を受けると組織が変化するんでしたね。
フェライト組織から727度の変態点を超えると、変態(組織変化)するんでしたね。
フェライト組織からオーステナイト組織に変態して、徐冷(ゆっくり冷ます)することで、
元の組織に戻るが、急冷すると、平衡状態図の場外へ飛ばされ、
硬くて脆いマルテンサイト組織に変態するんでしたね。
組織変化と、もう一つ大切なことは、構造の変化(面心立方格子から体心立方格子)に
変化する際に、炭素の移動があるんでしたね。
鉄への熱影響に関して、この炭素の移動が重要と教わりました。
いい感じに理解しとるやんけ〜
やりよるな組立君!
その通りやで、炭素の含有量が多いと、硬度が上がるんやから、
炭素が移動することで、硬度が上がる場所と下がる場所ができるんやで、
炭素の総含有量が変わらないんやから、拡散と集中があり、集中した場所は
硬度が上がり、脆くなる傾向にあるんやで!
そのことを踏まえて、今回は、ここからいくで〜!
まずは、熱処理の前に、熱歪みに関して、知識を入れとこうか!
その方が、理解が深まるし、理解を助けてくれると思うんや!
ほな、行こうか〜
レベル1 外力による歪み
まず、下記の図解から解説するで〜
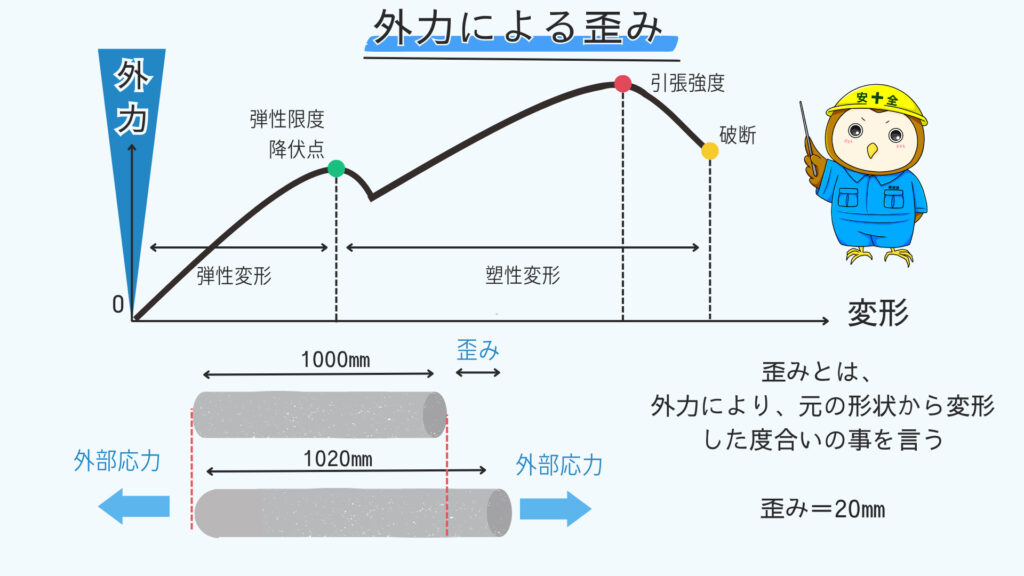
鉄の引張強度の解説に使った図解の変形バーションやけどな〜
鉄は、降伏点🟢までの外部応力では、元に戻る性質があり、弾性変化と言うんやったな!
弾性限度を超えると、一旦、応力を弱めても変化するが、鉄は降伏点以上の力を加えないと
変形しないようになり、そこからさらに強い応力をかけると、最大応力まで変化するんやったな!
最大応力🔴を超えると、鉄は亀裂が入り、応力を失い破断🟡するんやったな〜
歪みとは、この元の形状から変形した度合いを言うんやで!
例えば、1000㎜の長さの丸鋼を外部応力を加えて、引っ張るとやな!
それぞれの材質の伸び率にもよるがな、例えば、伸び率が高い軟鋼やと
1020㎜まで伸びていくんやで!その20㎜の度合いを表現して、歪みと言うんや!
レベル2 熱歪みと線膨張率
外部からの応力で歪むことを外部歪みとするんならやな!内部歪みがあるんやで〜
それが、熱による歪みなんや! 図解にするとこれや!
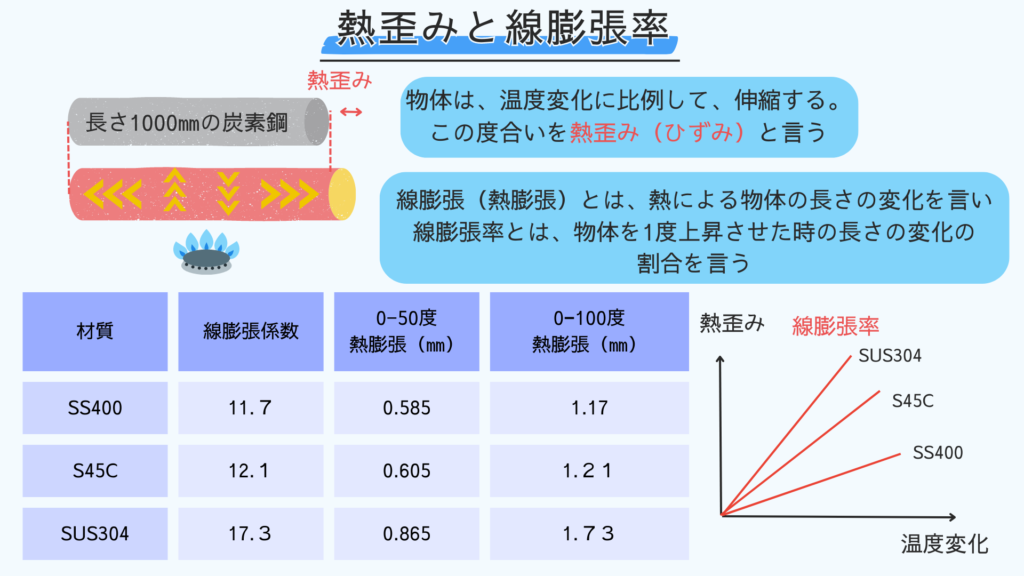
1000㎜の長さの炭素鋼をバーナーで温めると、鉄は温度変化に伴って、伸縮するんやで!
この場合は、温めると伸びるんや! その伸びた度合いを熱歪みと言うんやで!
外部応力による歪みとは、違うんや!
物体には、それぞれ、線膨張係数を持っていてな、同じ炭素鋼でも、
温度変化によって伸縮する度合いが違うんや! これ重要やで!
図解では、3つの材質の線膨張係数を紹介してるが、
例えば、SS400の丸棒を
0度から50度までSS400に入熱すると、0.585㎜膨張して、1000.585㎜になるんや!
もっと熱を入れるとやな!
0度から100度まで入熱すると、1001.17㎜になるんや!
SS400とSUS304の線膨張係数は、SUS304の方が高い!
これは、何を意味しているかと言うとやな!
SUS304は、SS400と比べて、熱膨張率が高い材質と言えるんや! 変化の度合いが大きんや!
熱影響を受けまくるっちゅうこっちゃ!
何せ!炭素量がマックス!高いからなんや! これは、もう基本中の基本やで〜!
話を戻すで!
重要なんは、温度を何度から何度まで、上げるかが、計算上のポイントやな!
ここでは、計算を簡単にするために、0度から50度と0度から100度としてるけど、
普段の鉄の温度は、外気温や保管状態にもよるが、20度位のもんやろ、
例えば、20度で保管しているベアリングの内輪を、0.1㎜膨張させたい時は、
何度まで入熱しないといけないかは、材質による線膨張係数が分かれば、
計算で算出することができるんや!
線膨張係数に関しては、機械の組立に重要な、焼きばめに必要な知識やから、超重要な項目やで、
ここでは、これくらいの知識で十分なので、この辺にしとくで〜!また違う場面で解説するで〜
鉄の熱膨張の仕組みは、下記の図解で解説するで〜!
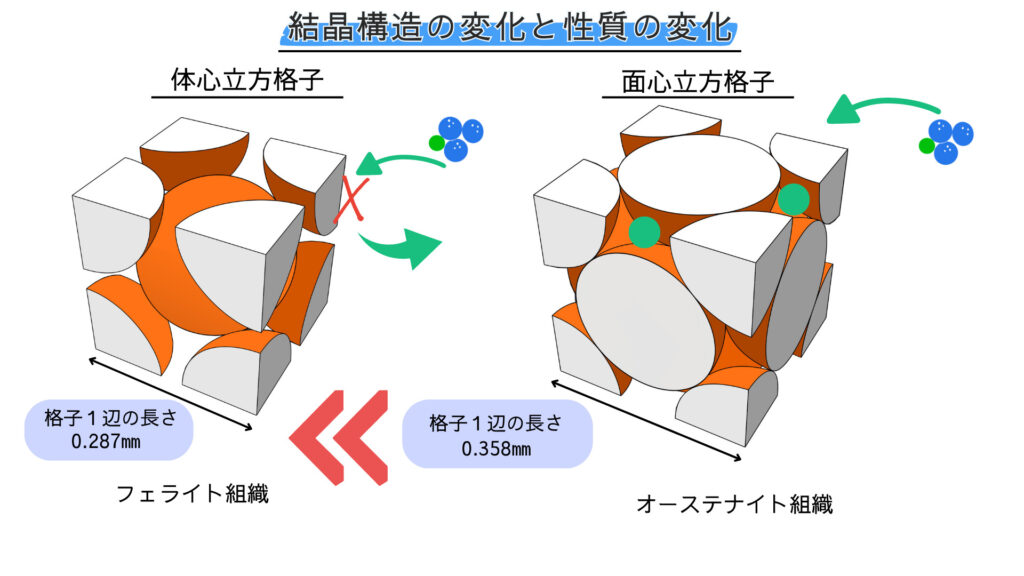
体心立方格子の結晶構造を持つフェライト組織と面心立方格子の結晶構造を持つオーステナイト組織の
違いをこの図解で示すと、こんな感じやな!
オーステナイト組織は、格子の間隙が広く、炭素が侵入して、そのまま急冷するとマルテンサイト組織と
なるんやったな!
もう1つ大切なことは、結晶構造の変化で、結晶の大きさも変わってくることやねん!
まとめると、鉄に熱を入れると、組織の結晶構造が変わる、面心立方格子は、格子の間隙が広くなり
炭素が侵入することが可能となる、あとは、結晶構造の変化で、構造自体の大きさが変わる。
面心立方格子(オーステナイト組織)の方が、体心立方格子(フェライト組織)より、
組織変化に伴って、大きくなるっちゅうことや!
この大きさの変化が熱膨張の仕組みとなってるんや!
鉄は、熱影響を受けて、伸縮してるから、結晶構造の変化で、膨張したり、収縮したりと
熱が入ったり、冷めたりで、大きさが変わってるんや!
もっと複雑な説明が必要だがな! 俺的には、鉄の熱影響と伸縮に関しては、
この理解で十分と思うで〜!
線膨張係数と熱歪みの計算は、今回は、バコ〜〜んっと、飛ばしとこうか〜!
レベル3 熱歪みと残留応力
次は、残留応力について解説するで〜 下の図解を見て欲しいんや!
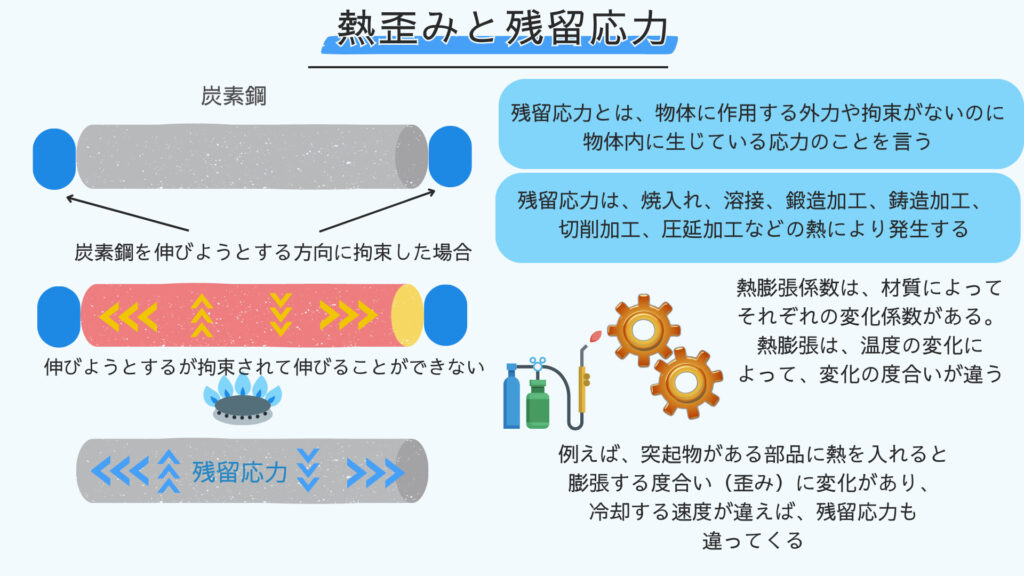
炭素鋼の両端を何かで固定して、丸鋼を拘束している感じや!
その丸鋼をバーナーで炙ると、どうなるかと言うとやな〜!
炭素鋼は、もちろん伸びようとするんやけどな、拘束されているから、物理的に伸びることができず
内部応力は、どこへいくかと言うとやな〜!この場合は、中に残るねん!
その中に残った応力を残留応力って言うんや!
それは、鉄が冷めた時(拘束がない時)も残留応力は残ってるんや!
残留応力は、焼入れ、溶接、鍛造加工、鋳造加工、切削加工、圧延加工などの温度変化を
伴う加工に関しては、大小必ず生じているんや! 残った応力で、残留応力やねん!
ここで、焼入れに関しての重要なことを事を言うで〜! めっちゃ重要やで〜!
それは、鉄に温度変化を与えると、炭素が移動して、硬度にバラツキが生じる事、
あと1つは、温度変化によって、結晶構造が変わることで、伸縮(膨張と収縮)を
繰り返す事があるっちゅうこっちゃ!その伸縮には、度合いがあって、
形によって入熱・冷却の速度が違えば、歪みの度合いが違うっちゅうこっちゃ!
要は、材質や添加物(マンガン、クロム、ニッケル)による影響が大きんやけど、
歪みにバラツキが出るっちゅうこっちゃ!
それは、焼入れでも、溶接でも、機械加工でも、鉄に熱を入れると、
どうなるかを理解する必要があるっちゅうこっちゃ!
熱処理に関係ないようだが、これまでの解説は、この熱影響のポイントにあるんや!
俺の意見は、何度も言うけど、鉄に熱を入れるっちゅうことは、歪みをうむっちゅうこっちゃ!
それは、温度によって、度合い(歪み)に違いがあり、1度の温度上昇、下降で、歪みの度合いが
違うしやな、材質によっても違いが出てくるんや!
これは、機械屋にとって、重要なことやと俺は思うで〜!
監督〜〜!
わかりましたよ〜!
鉄に温度を加えると膨張するのは、結晶構造の変化によって、
結晶構造の大きさが変化してるんですね!
それは、温度変化に伴って、伸縮していて、伸びたり縮んだりしてるんですね。
鉄の材質には、線膨張係数があって、それそれの材質によって、線膨張率が違うんですね。
SUS304は、SS400に比べて、温度による変化量(歪み)が大きいと言えるんですね。
炭素含有量が多いと熱が入りやすいのは、この線膨張係数が違ってるからなんですね。
あと、添加物によっても、つまり、材質によっても伸縮の変化が違ってくるんですね。
そう言うこっちゃ!よく理解してるやんけ〜!
ここでは、焼入れの際に、材質よって、線膨張係数が違うんやから、焼入れの方法
・加熱の温度
・冷却の温度
・加熱時間
・冷却時間
が、材質によって違うことを理解して欲しかったんや!
温度変化の違いによって、歪みに違いができることは、重要なことやで〜
よっしゃ!次行くで〜!
レベル4 焼入れ、焼き戻し

熱処理の理解には、基本の4つの焼入れを理解することが重要やねん!ほな解説するで〜!
まずは、焼入れや!
焼入れの目的は、もちろん、鉄を硬くすることや!
今回の4つの基本焼入れは、炉の中で、焼入れすることを基本としてるで!
焼入れの種類と設備は、多種に渡るけど、細かい解説は、次にするで〜!
焼入れのメカニズムは、これまでの解説で理解してると思うけど、
必ず、変態温度以上に加熱をする必要がり、マルテンサイト組織を作り出すことが必須やったな!
その心は、マルテンサイト組織は、オーステナイト組織からしか出てこないからなんや!
オーステナイト組織は、炭素の移動が可能となり、炭素が固溶された状態で、急冷すると
マルテンサイト組織の出来上がりやったな!
しかし、マルテンサイト組織にして、硬度を上げることができても、硬度を上げるだけだと、
脆い鉄の出来上がりで、脆く、割れやすい鉄になってしまう! そこでやな!
次の焼き戻しが必要なんや!
焼き戻しの加熱ポイントは、変態点以下の温度で、最加熱することや、
焼き戻しの加熱には、2つあり、高温と低温があるけどやな!
ポイントは、変態温度以上にはしないことやで〜!
変態温度以下の高温で焼き戻すと、硬度と耐摩耗性をUPさせることが出来て、
低温で焼き戻すと、靱性をUPさせる事ができるんや!どちらも、硬くて脆い組織から、
強度のある組織にすることができるんや!
メカニズムは、一緒で、温度を上げてから下げることで、組織変化が起こり、
温度の入れ方、冷まし方で、欲しい機械的性質を得ることができるんや!
もちろん、材質により、得られる機械的特性も違ってくるんや!
組織の変化は、マルテンサイト組織から焼き戻しマルテンサイト組織に変態するんや!
この焼き戻しマルテンサイト組織が、硬くて、靱性があり、粘り強い鉄なんや!
炭素鋼のレンジでは、オーステナイト組織からパーライト組織に変態することを解説したけどな!
焼入れ後の組織は、色々あんねんな〜!
要は、材質によって、欲しい機械的性質によって、焼入れの方法が変わってくるし、
焼入れ後の組織も違ってくるから、全ての組織変化を覚えるんやなくて、
ここでは、全体をざっくり理解することが、重要やと俺は思うで〜!
では次行こうか!
レベル5 焼きなまし、焼きならし
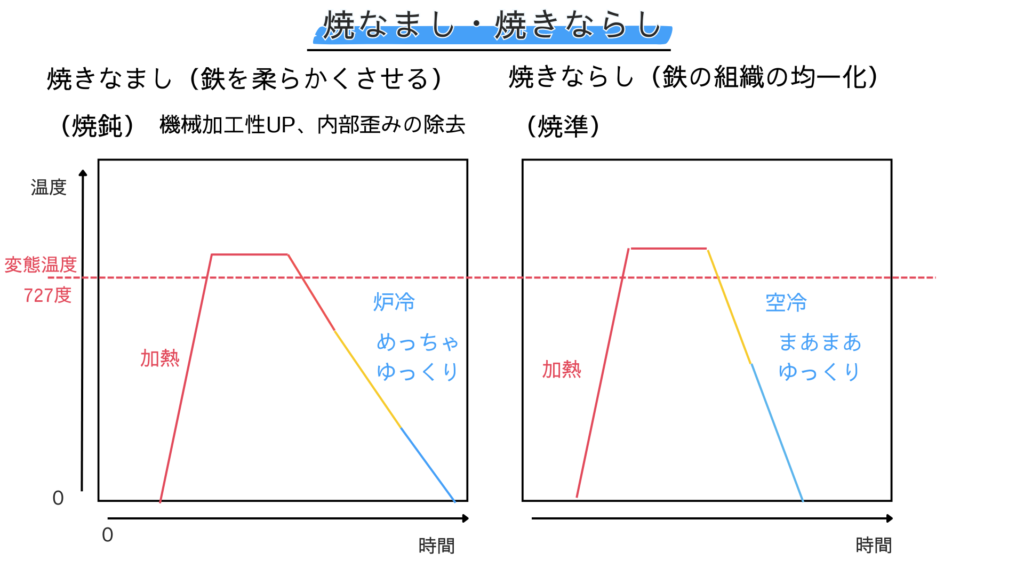
次は、焼きなましや! 焼鈍とも言われるんやで!
焼鈍の鈍は、鈍いやからな! 覚え方は、鈍い冷却なんや!
焼きなまし温度は、もっと細かく規定されるが、ここでは、ざっくり解説でいくで〜!
加熱温度は、変態点以上に上げて、炉内で、めっちゃゆっくり、冷ますことで、
得られる組織にしてるんや!
めっちゃゆっくる冷やすために、暖かい炉内で、炉内の温度と一緒に、冷ますのが特徴や!
焼きなましの目的は、鉄を柔らかくすることや!
柔らかくすることで、機械加工性をU Pさせるんや!硬度があると削りにくいやんか!だからな!
敢えて、柔らかくすることが、必要なんや!もう一つが、内部歪みの除去やで!
内部歪みは、熱歪みやったな!
内部歪みは、焼入れ、溶接、鍛造、鋳造、切削、圧延加工で熱を入れた時に起こるんやったな!
内部応力をそもままにしておくと、形状によっては、割れの原因になるんや!
あとは、鋳造や鍛造、圧延、切削加工でも、熱を入れると残留応力はかかっているから、
この焼きなましが、必要となるんや!
俺の経験では、熱の入った部品で重要な機械部品、過酷な仕様の部品や振動する部品は、
焼きなましが必要なんや! 残留応力があると、割れてしまうからな!
最後に、焼きならしや!
焼きならしの目的は、組織の均一化やで〜!
加熱温度は、変態点以上にするが、焼きなましと違う点は、ゆっくる冷ますまでは一緒でも
空冷で冷ますことなんや! 炉内で入熱して、外に出して、空冷して、ゆっくる冷ますんや!
一旦入熱した鍛造品や鋳造品は、組織が不均一になっていて、安定しない状態なんや!
それは、形によるものが大きいと思うけどな!その理由は、前の解説の通りや!
やはり、欠陥や割れの原因は、組織のムラにあるので、その改善に行われるんや!
焼きなましと焼きならし、紛らわしくて覚えるのが大変やけどな〜
俺的には、焼きなましは、鈍(なまくら)にするイメージや!
ギンギンに鍛えた鉄が、鈍(なまくら)のように、弱くなるイメージ!
下の感じや!(強いから弱いイメージ)
焼きならしは、凸凹(デコボコ)組織を、平らにするイメージで、下の感じや!

監督〜!
よくわかりました。焼入れのメカニズムは、鋼材の熱影響で理解できましたが、
監督が言う大切なポイントは、やはり、鉄に熱を入れると、
歪みが出るって事なんですね。
その歪みが製造上の難問になっているんですね。
その通りやで!
機械部品の設計者は、焼入れの設計硬度を図面に指示するだけではなくて、
鉄の熱影響のことを学んで、形状によって、焼き入れは、難しくなるって事と、
材質によって、熱影響の度合い=歪みが違ってくるから、
そのことを理解しておくことが、必要と思うんや!
機械製造の調達部や生産管理部でも、熱処理業者との打ち合わせでは、
歪みによって、起こり得る事を、前もって共有することが、
俺的には、めっちゃ重要と思うんや!
なるほどです。
焼き入れや溶接、鍛造・鋳造もそうですが、熱を入れると歪みが出る。
歪んでも、どうやってリカバリーするのか、もしくは、歪まない為の対策が
必要になってくるんですね。
その通りやで! ほんま!やりよるな組立君!
理解が爆裂しとるやんか〜!
次は熱処理の方法と設備の解説にするで〜
次回も期待しといてや〜!
熱処理の設備に関して、部品の表面だけ硬度を上げる熱処理(表面焼入れ)について
解説しています。