
溶接技能者評価試験の学科内容を解説、実際の試験内容を、わかりやすく解説
- 試験内容がわかる
- 答えの解説がわかる
- 答えのポイントがわかる
レベル1 手溶接作業 初級試験
今回は、溶接技能評価試験の学科の解説ですね〜
試験内容がわからないので、勉強の仕方がわかりませんでした〜
どんな勉強方法があるのかも、わからないので、解説して欲しいです。
よっしゃ! 学科編は、とことん問題の反復練習やな〜
まずは、初級編や!
学科試験の勉強は、問題の解説を通して、知識を詰め込んでいくで〜
初級編の問題、20問を連続で、バコ〜〜んといってみようか〜
実際の問題は、日本溶接協会のHPに添付があるから、チェックしてみてや〜
ほな!行くで〜!

マル○バツ✖️で解答や!
1.溶接で作った製品は、水が漏れやすい
答えは、✖️
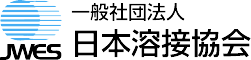
何と比べてるかと言うとやな、配管での溶接継手とニップルなどの機械的な締め込み継手との比較やな!
溶接の方が、機密性に優れているので、水は漏れにくいんや!
下手くそな溶接だと、漏れるけどな〜〜
しかし、機械的接合方法の締め込み接合より、機密性は高いんや!
2.誰が溶接しても、溶接には欠陥は発生しない
答えは、✖️
これも配管の締め込み施工と比較しとるんやけど、溶接には、欠陥はつきものやで〜
機械的接合の継ぎ手は、下のリベット接合や配管継手のことやんで〜
比較的、誰がやっても、品質は保たれるけど、機密性(水漏れ)は、溶接の方が上やな〜
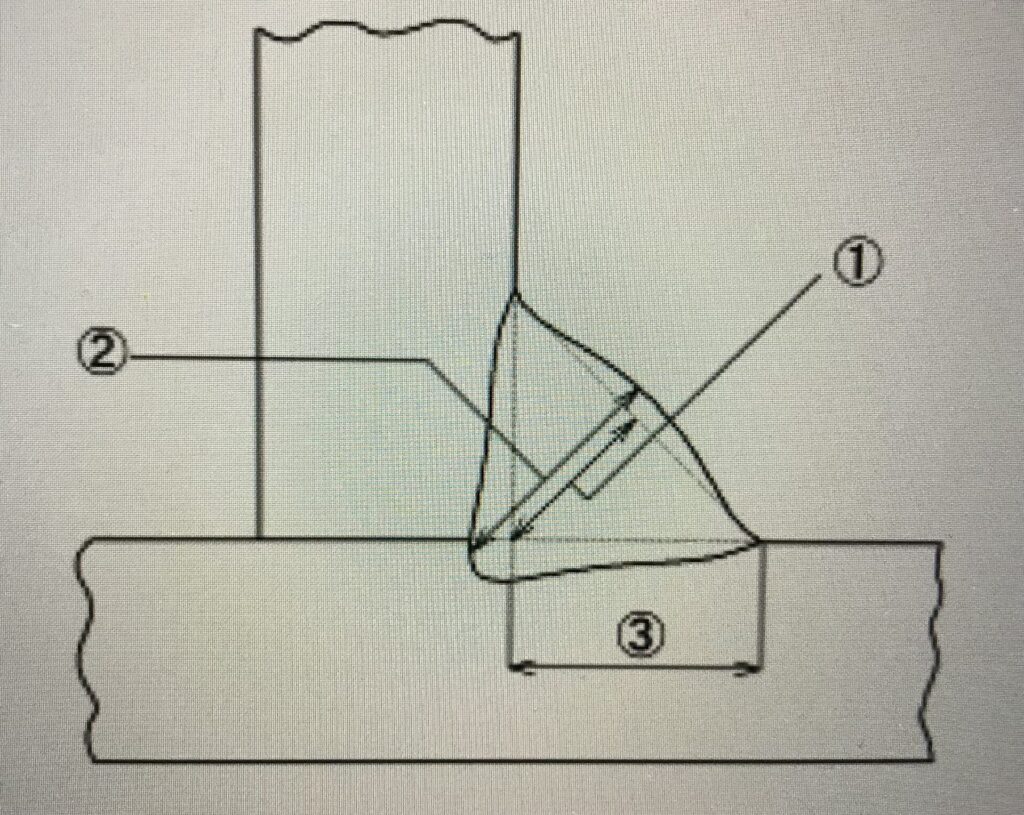
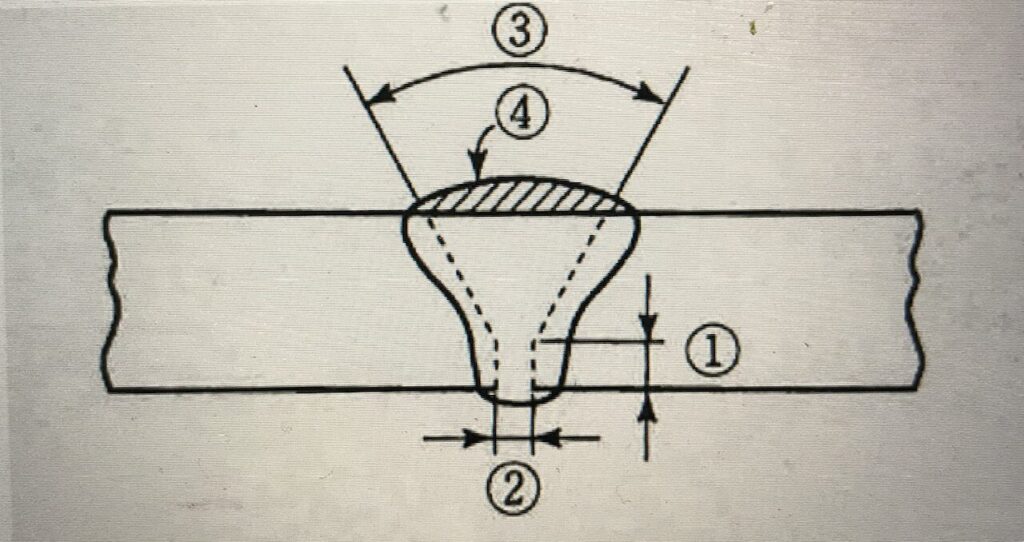
3.図の(1)を余盛りと言う
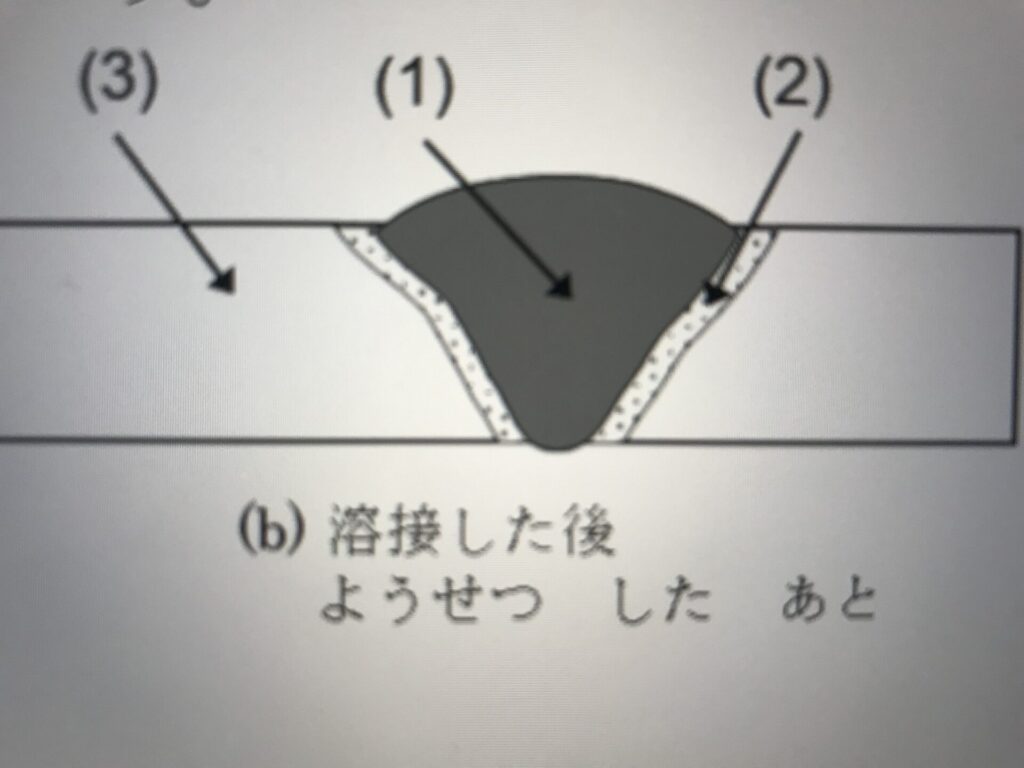
答えは、✖️
https://www.kozobutsu-hozen-journal.net/series/19657/?spage=4
(1)で示しているのは、溶接金属、(2)熱影響部、(3)母材
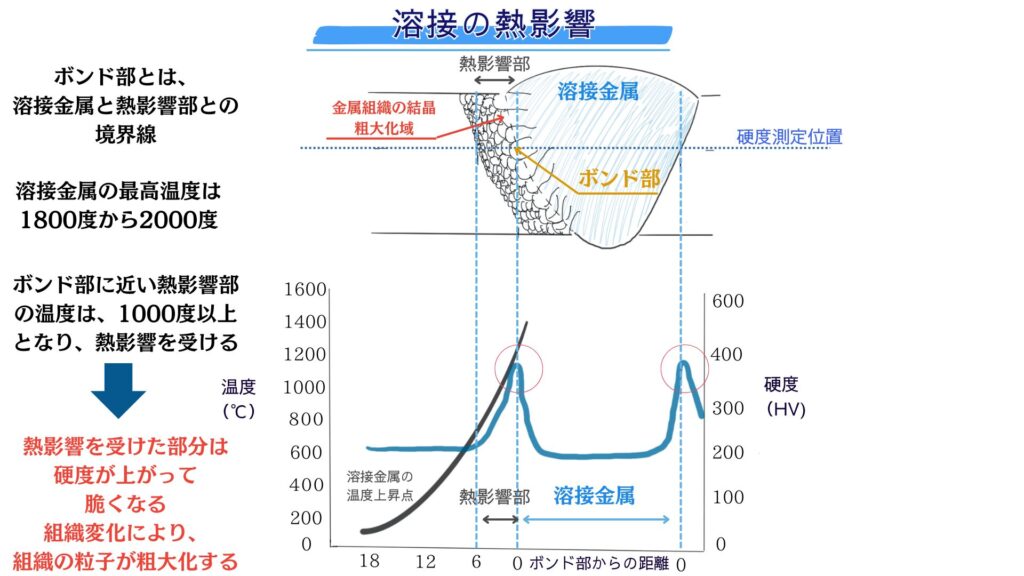
覚えとかなければいけないのが、ボンド部やな! 熱影響を一番受けるので、硬度が上り脆くなるんやな!
ボンド部は、熱影響部と母材との境界線やったな!
余盛とは、のご厚からの余分なビードのことやな〜 余分なビードで余盛!
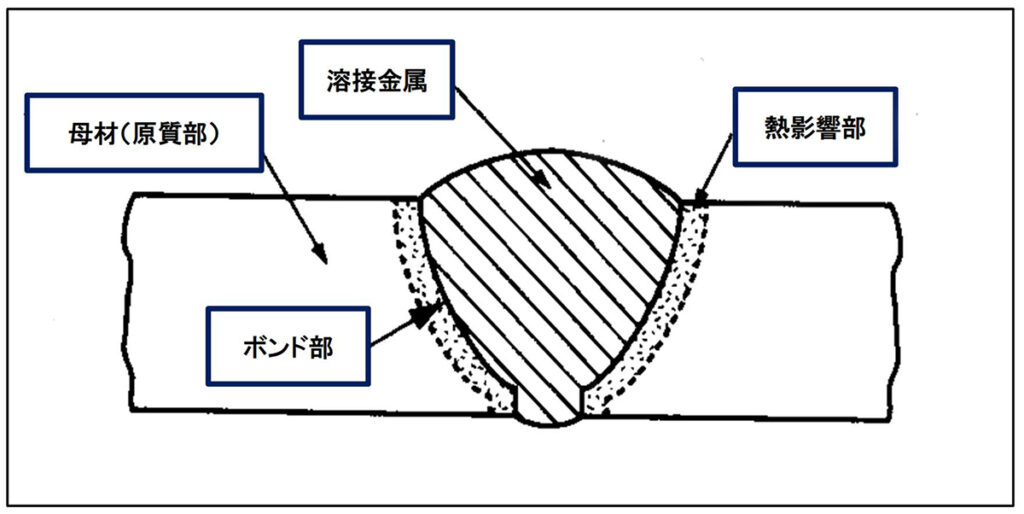
4.図は、溶接部の断面を示す。熱影響部は、母材の溶けたところである。
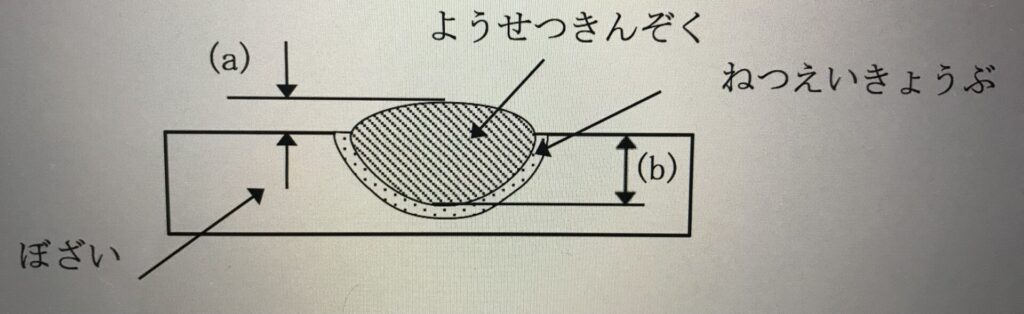
答えは、✖️
母材の溶けたところは、溶接金属となるので、ビミョ〜〜やけど、✖️やな〜
熱影響部は、母材に熱がかかったところで、硬くなり=脆くなるんやったな!
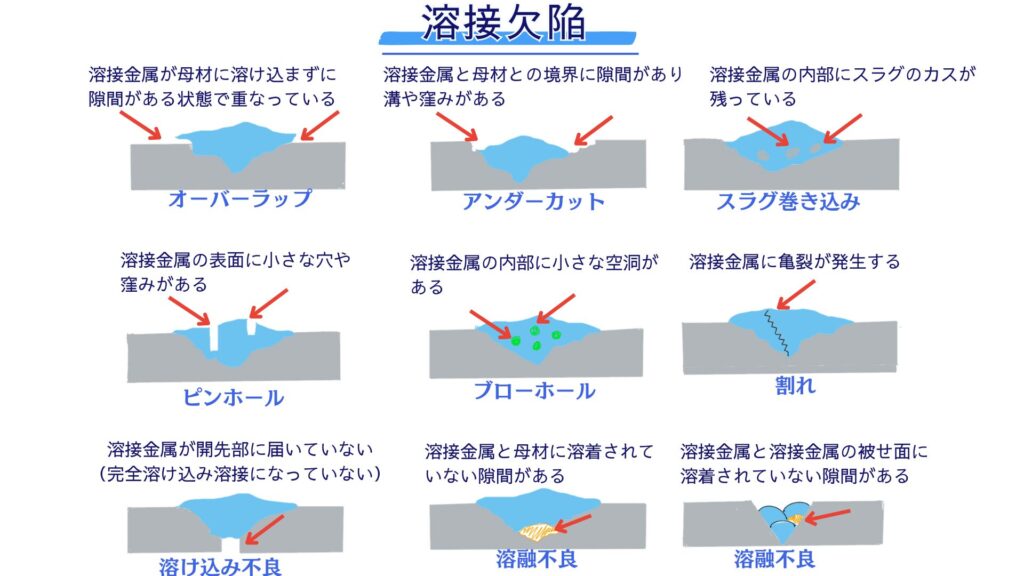
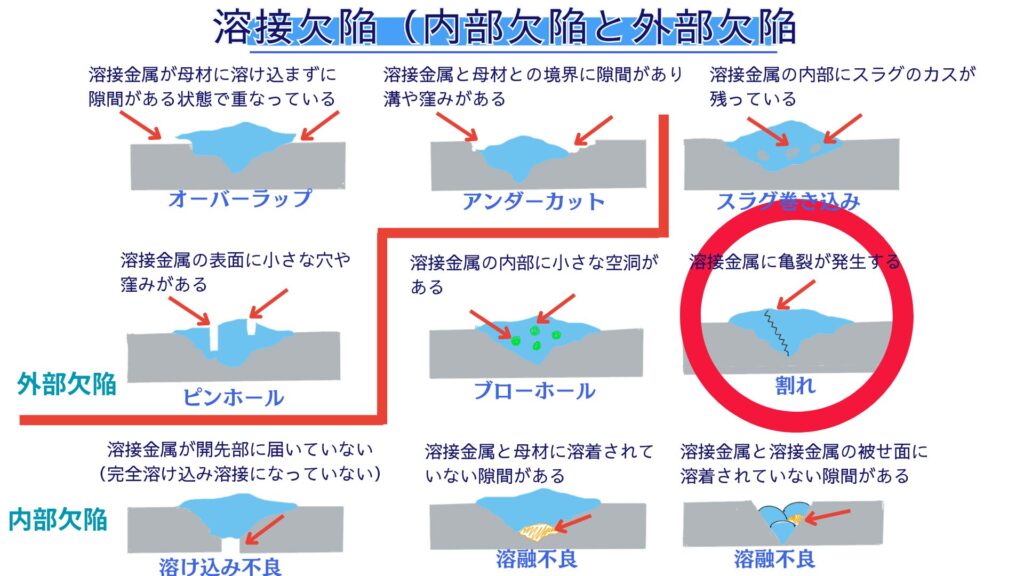
5.オーバーラップは、図(a)の様に、ビードと母材の間が溶けたところである。

答えは、✖️
オーバーラップは、(c)で、母材にラップしてる(重なって)いるところやで〜
重なったところには、重なっている所と母材に、若干の隙間があるので、外観の溶接不良の一つや!
(a)は、ブローホールで、(b)は、アンダーカットやで〜
6.クレータは、図に示すように、ビードの終わりにできた窪みである。
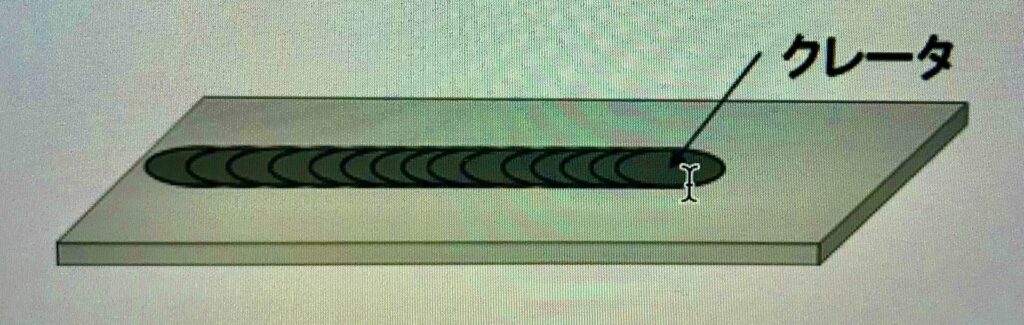
正解は、○
クレータとは、溶接ビードの終わりにできた凹みや窪みのことやで〜
クレータをなくすためには、クレータ処理が必要やな!
7.ケーブルを細くすると、電流が流れやすくなる。
答えは、✖️
ケーブルとは、手溶接用のキャブタイヤケーブルのことや!
キャブタイヤの太さは、14sq 22sq 38sq 50sq 60sq 80sq 100sq 125sq が、
あるんや!数字が大きくなれば、ケーブルが太くなるんやな〜
よく使われるのが、22sqと、38sqやな!
sq=スクエアの略=導体公称面積(㎟)のことで、断面積の単位やな〜
https://www-it.jwes.or.jp/qa/details.jsp?pg_no=0020010140
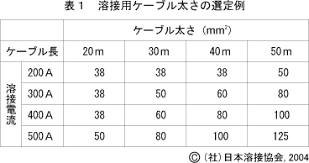
溶接の電流が大きくなると、ケーブルを太くする必要があるって表なんやけどな〜
それと、ケーブルが長くなると、抵抗が大きくなるので、電流が流れにくくなるので、
ケーブルを太くする必要があるんや!
電流を多く流すには、ケーブルの太さが必要で、電流は、太いケーブルの方が流れやすくなり、
細いケーブルは、電流が流れづらいことになるんや!
なので、ケーブルを太くすると、電流がよく流れる! 細いと、電流が流れないから、
それでも細いケーブルに大きい電流を流そうとすると、ケーブルに熱が発生するんや!
火傷もんやな!
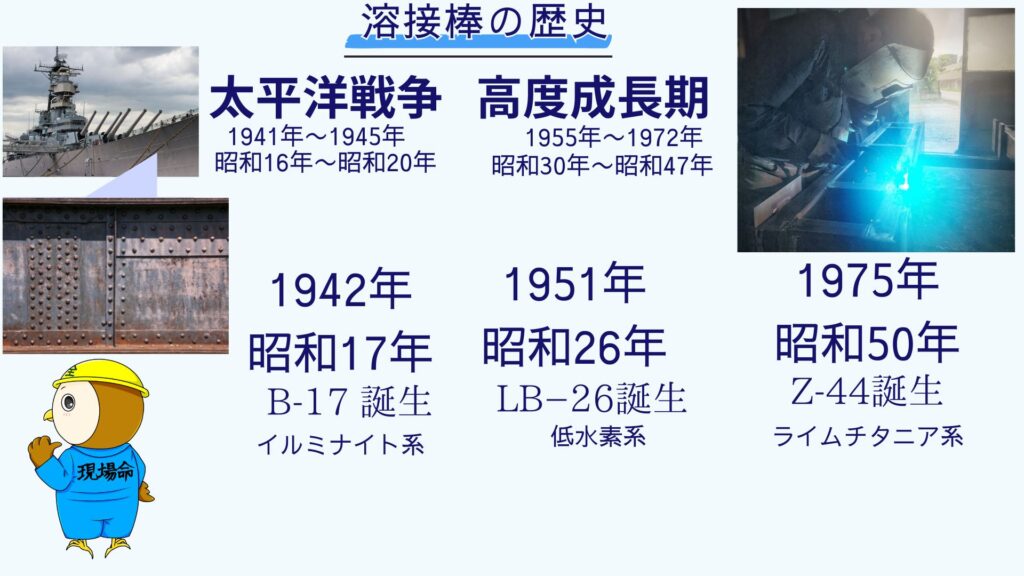
8.イルミナイト系の溶接棒は、日本で開発された溶接棒で、使いやすい。
答えは、○
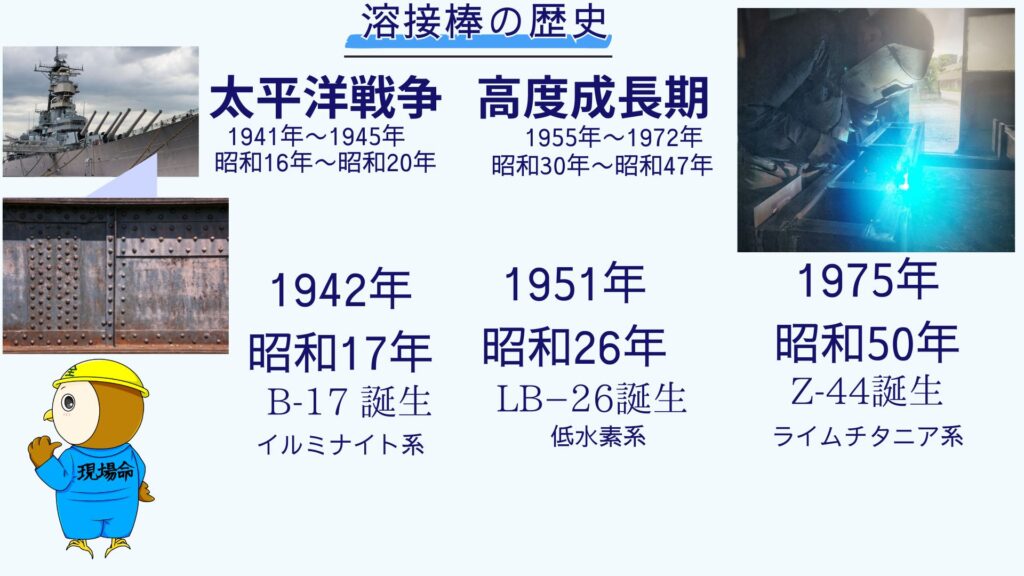
イルミナイト系は、昭和17年に、日本の神戸製鉄所が開発した溶接棒で、
日本初の国産の溶接棒で、特徴は、使いやすく、アークの安定性がある溶接棒やで〜
9.タック溶接は、本溶接の前に、位置決めとして行う組み立て溶接である。
答えは、○
タック溶接=仮溶接やな〜
10.早い溶接速度で溶接するとアンダーカットが出やすい。
答えは、○
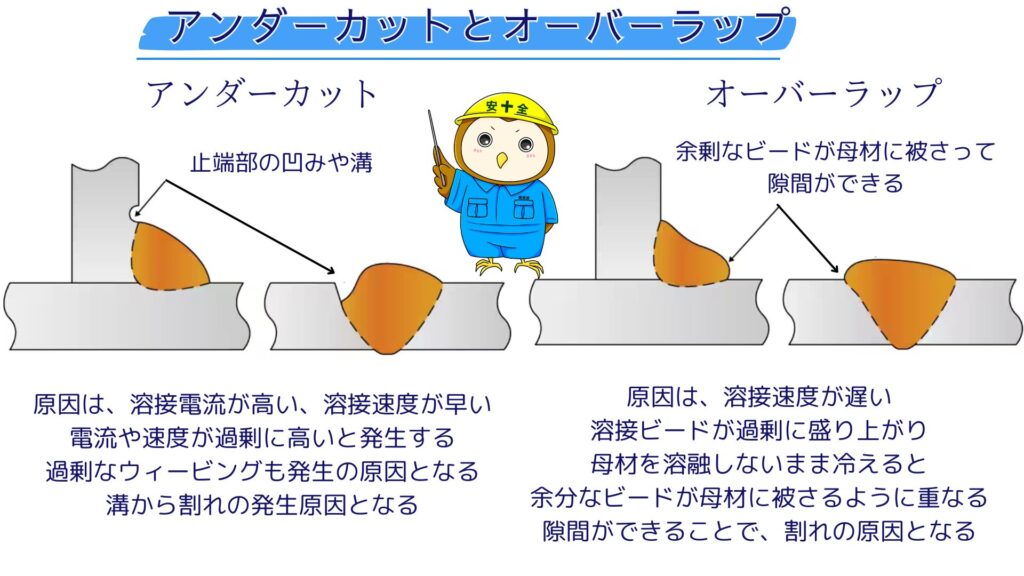
溶接電流と溶接速度の過剰は、アンダーカットの原因となり、
溶接速度が遅いのは、オーバーラップの原因となるんやな〜!!
手溶接の溶接不良に関しては、電流の高さ低さ、溶接速度の速さ遅さ、
アーク長(溶接棒と母材との距離)が原因となり、いい溶接には、
これらを重視することが、重要なポイントになるんやな〜!
11.低い溶接電流で溶接すると、オーバーラップができやすい。
答えは、○
ごちゃ混ぜにならんように、覚えような〜! 電流が低いと、溶接不良になりラップするんや!
溶融しきれないビードが、ラップ(重なる)するんやな〜!溶接速度が遅いこともラップの原因やで〜〜!
12.溶接電流が高すぎると、溶け込み不良が起きやすい。
答えは、✖️
溶接電流が低いと、溶け込みが浅いので、溶接ビードの下の方に、溶け込み不良が起きやすいんや!
13.割れがあると、溶接部は弱くなる。
答えは、○
割れ=クラックが発生すると、割れ部から亀裂が発生するので、弱くなるわな〜〜〜!
14.高いところの作業では、物を落とさないように注意する。
答えは、○
高所作業では、物を落とさない様にするのは、当然やわな〜〜!
15.溶接する時は、木綿製(コットン)の作業服を着る。
答えは、○
木綿素材の作業服を着るようにして、ビニール製やポリエステル混紡の作業服は避けるように
するべきやな〜!! 木綿は、火には強いで〜〜 ゴワゴワするけどな〜〜!
16.溶接作業前に電撃防止装置の点検は、しない。
答えは、✖️
溶接は、感電の可能性があるので、電気の流れには気をつけることが、重要なんや!
電撃防止装置の概要は、これや!
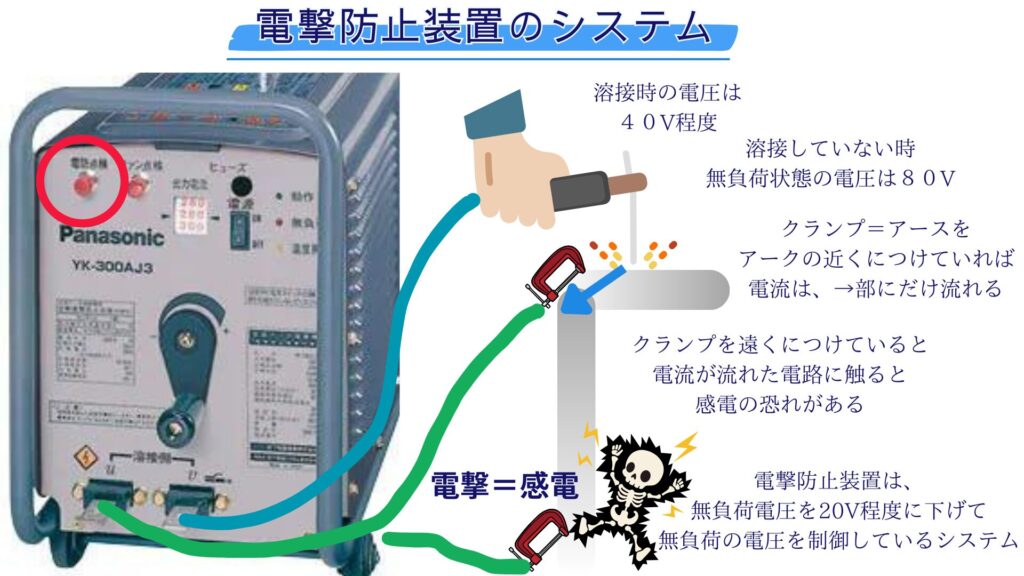
電撃防止装置の点検は、交流溶接機の左上の⭕️のスイッチを押すだけや!
点灯を確認できれば、問題なしやで〜〜!
電撃とは、感電のことで、感電防止装置とは、感電防止の安全装置やな!
溶接中の感電の可能性は大いにあるんや!
昔から多かったのが、溶接時の感電ではなく、
無負荷時(溶接していない時)の高電圧が原因で、アースクランプを溶接場所の近くではなく、
離れたところにつけている事が原因で起こった事故が多かったんや!
なので、溶接機の中のシステムで、無負荷時(溶接していない状態)の電圧を下げておくことが、
溶接機の機能になっているんやな〜、それが、機能していないと、昔の様に、感電事故が起こるんやで〜
https://anzeninfo.mhlw.go.jp/anzen_pg/sai_det.aspx?joho_no=100820
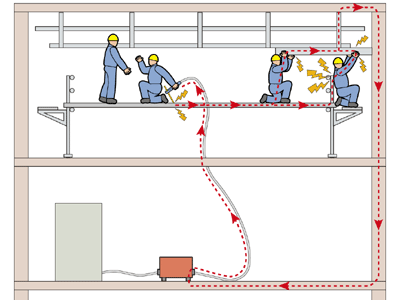
溶接作業をしていない時に、ホルダーに溶接棒をついていると、誤って足場に電気が流れて、
他の作業員が感電した事例やで〜
こんな時でも電撃防止装置が機能していると、電圧が下がるので、足場に流れる電流も低いし、
アークが発生しずらくなるので、感電のリスクも減るってもんなんや〜
溶接作業中の感電事故は、電撃防止装置だけで防げるもんじゃないんやけどな〜
また、電気の基礎知識を入れてから、詳しく解説といこうか〜
17.アークの光が肌にあたっても問題ない。
答えは、✖️
アークの光は強いので、肌荒れや火傷の原因になるので、直接触れないようにする必要があるんや!
特に、直接見ると、角膜が壊されるので、要注意やで〜!
18.溶接したばかりの溶接物を見る時は、保護メガネを使う。
答えは、○
高温のスラグは、「パチっと」弾け飛ぶ可能性があり、熱いスラグが目に入ると危険なので
保護メガネは、必須やで〜
19.狭い場所で溶接する場合は、換気をする必要がある。
答えは、○
溶接時のヒュームは、有毒性があり、マスク着用が必須やったな〜
それと、溶接時は、熱が発生するので、熱風を外に出すことや、酸素の入れ替えの為にも
換気する必要があり、ブロワーなどで、空気を循環させる必要があるんや!
20.夏場は、半袖の作業服で溶接する。
答えは、✖️
半袖では、火傷しまくるで〜!
めっちゃ!簡単だったやろ〜
今までの図解が、フル活用なで〜
一部、新しい図解を出したけど、今までの知識で、もう完全に、問題なしやったろ〜
そうですね〜
常識問題もあるんで、80%は、問題なしと思いました〜
レベル2 手溶接作業 専門級試験
次は、専門級試験や!
正しいものと、間違っているものを選ぶ問題があるんや!
注意して! バコ〜〜〜んと行くで!
赤い太字は、監督のコメントやで〜!
1.次の文は、機械的接合方(ボルト・ナット、リベット等)と比べた時、溶接の良いところに
ついて述べたものである。正しいものを一つ選びなさい。
(1)溶接でつくった製品は、水が漏れやすい。 🙅漏れにくい!
(2)溶接で作ると製品の値段が高くなる。 🙅溶接の方が安価!
(3)溶接で作ると、製品の重さを軽くすることができる。 ⭕️ 溶接の方が軽いんや!
答えは、(3)
溶接接合方と機械的接合方では、溶接の方が、製品を軽くできるので、正解は、(3)なんや〜
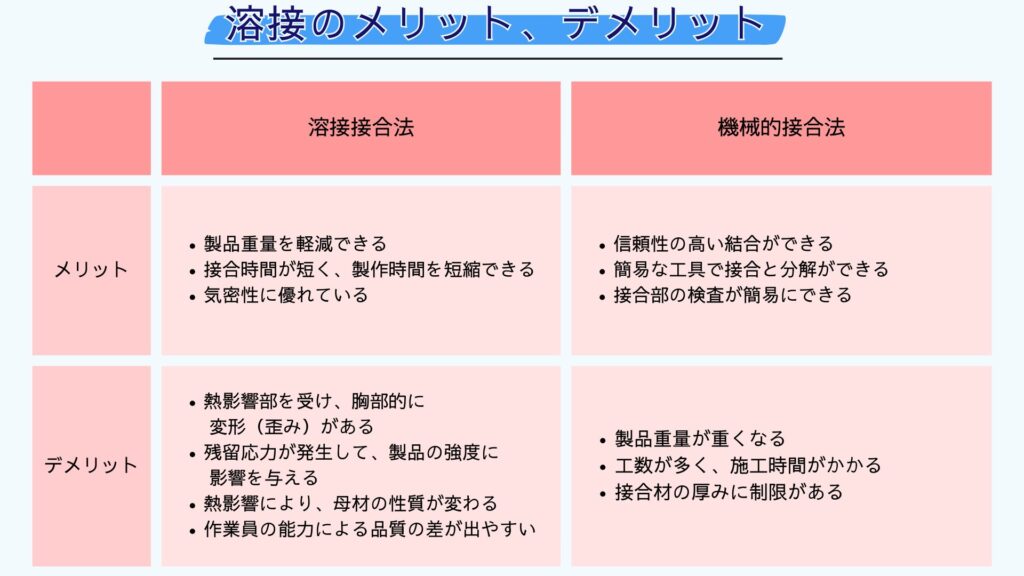
配管だと、継ぎ手のニップル等の重さが追加されるしな〜、リベットで鉄板を繋ぐ時は、鉄板を重ねた上に、
リベットを打ち込むので、重くなるんやな〜
溶接だと、重ねなくても、突き合わせで、開先取って、溶接で、一発やで〜〜
(1)は、機密性は、溶接の方がいい
(2)機械的接合の方が、ニップルやソケットの金額が必要となるので、値段的にも高くなるんや!
鉄板を重ねて接合するので、重量が増える=値段も高くなるんやで〜
2.次の図は、溶接の断面である。正しい物を一つ選びなさい。
(1)①のところを溶接金属という。 ⭕️ 正解! その通り!
(2)②のところを余盛という。 🙅熱影響部やな!
(3)③のところを熱影響部という。 🙅母材やで〜〜
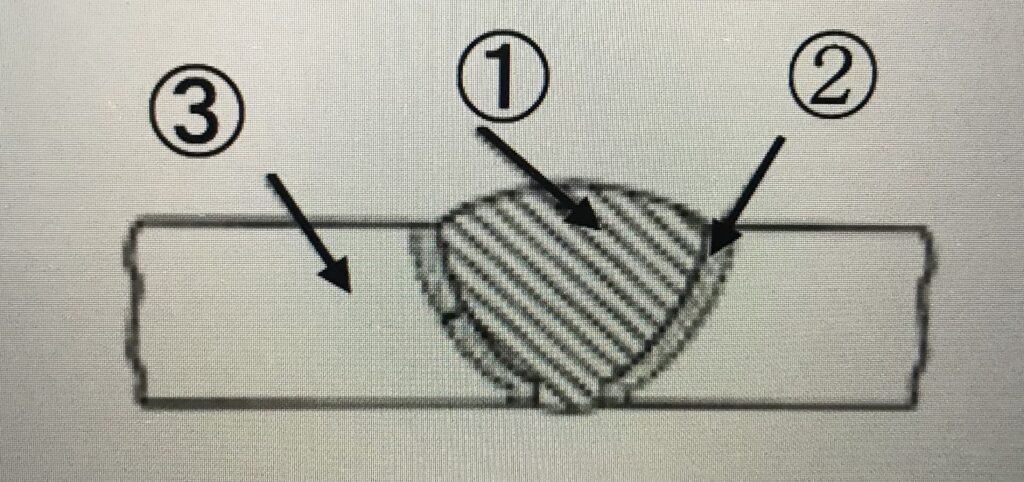
答えは、(1)
①は、溶接金属、②は、熱影響部、③は、母材やな〜!
3.次の文の中で、間違っているものを一つ選びなさい。
(1)ブローホールとは、溶接金属の中にガスが残ったものである。 その通り!間違い探せなので🙅
(2)アンダーカットは、ビードと母材の間にできた溝である。 その通り!間違い探しなので🙅
(3)オーバーラップとは、ビードと母材の間が溶けたところである。 間違いなので、これが正解!
答えは、(3)
オーバーラップとは、ビードの余分なところが、母材と重なってできた隙間のことやで〜
4.下の項目は、各種溶接方を、融接、圧接及び、ろう接に分類したものである。
間違っている物を一つ選びなさい。
(1)被覆アーク溶接は、母材を溶かして接合する。その通り! 間違い探せなので🙅
(2)レーザービーム溶接は、母材に圧力を加えて接合する。圧力ではない 間違いなので、これが正解!
(3)スポット溶接は、母材に圧力を加えて接合する。その通り!電気と圧力をかける圧接なんや!🙅
答えは、(2)
スポット溶接は、電流と圧力を同時にかけて、接合する方法で、圧接なんやな〜
被覆アークとレーザービーム溶接は、母材を溶かす接法方法で、融接に該当するんや!
レーザービーム溶接は、圧力を加えないんやな〜!そこが🙅や〜
5.次の文の中から、正しい物を一つ選びなさい。
(1)スポット溶接は、厚板の溶接に使われる。 🙅薄板が専門やな〜
(2)ディグ溶接は、ステンレス溶接やアルミニウムの溶接に使われる。 ⭕️その通りや!
(3)マグ溶接は、軟膏の溶接に使われない。 🙅軟膏材に使われるのが多いんや!
答えは、(2)
ティグ溶接は、ステンやアルミの溶接によく使われるんやで〜
スポット溶接は、圧力と電流を同時に加えて、圧接するんやけどな〜
薄板が専門で、圧力を加えて、少ない電流で熱を多く加えないことで、歪みを抑える事ができるんや!
なので、厚板では、この圧力と低電流が使えないので、間違いなんやな〜
マグ溶接(Metal Active Gas)は、活性ガスのことで、炭酸ガスやアルゴンガス&炭酸ガスの混合ガスを
使う溶接方法のことで、半自動溶接に使われるんやで〜、なので、軟膏の溶接に使われまくるんや!
6.次の文は、アーク電圧について述べたものである。正しい物を一つ選びなさい。
(1)アーク電圧は、アーク長を長くすると低くなる。
🙅アーク長が長いと、電圧は下がり、電流は上がる
(2)アーク電圧は、アーク長を長くすると高くなる。 ⭕️ その通りや!
(3)アーク電圧は、アーク長を短くすると高くなる。 🙅アーク長が長いと、電圧は下がるんや!
答えは、(2)
アーク電圧は、アーク長を、長くすると、高くなる。
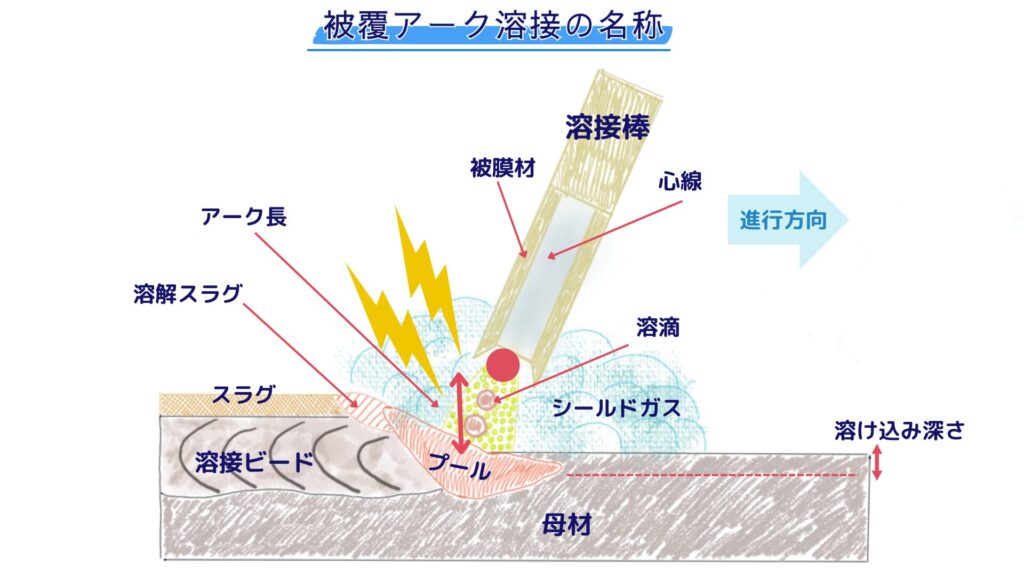
まず、アーク長とは、スパークさせて溶接状態の溶接棒の先端からプールの距離のことや!
アーク長とは、アークの長さのことなんやで〜
この問題は、アーク長とアーク電圧の関係を理解してまっか〜〜ってな問題や! この図解で一発や!

まずは、覚えとくポイントは、アーク長が短すぎると=アーク電圧は、低くなる!
アーク長が長くなると=アーク電圧は、高くなる!
この垂下特性とは、電圧が高くなれば、電流は低くなる特性のことやで〜!
アーク電流が高いと=溶け込みは、深くなり、ビード幅は狭くなる。
アーク電流が低いと=溶け込みは、浅くなり、ビード幅は広くなるんやで〜
(これは、溶接電流が、高いとき、低いときと同じ現象やで〜 実際の溶接で詳しく解説するで〜)
なので、溶接をする上では、アーク長を長くすると、浅い溶け込みとなるので、
肉盛り溶接では、若干アーク長を長くして、溶け込みを浅くしたりと、工夫が必要なんやな〜
溶け込ませたい時は、アーク長を短くして、深く溶け込ませる事ができるんや!
溶接棒の動かし方でも溶け込みは、変わるからな〜!
これも覚えとくといいで〜
溶接速度が遅いと、溶接金属は多くなるので、溶け込みは、深いんや! 逆に
溶接速度が、速いと、溶接金属は、少なくなるので、溶け込み不良となり、溶け込みは浅くなる!
まあ、溶接は、母材との相談でもあるので、基本的な考えとしての認識は必要で、
後は、経験と現場命やな〜! 母材と会話して、よく相談することが必要や〜〜!
7.次の文は、溶接機の出力側ケーブルの取扱について述べたものである。正しいものを一つ選びなさい。
(1)ケーブルを長くすると、電流が流れやすくなる。
🙅長くすると抵抗が増えて、電流は流れづらくなる
(2)デーブルを巻くと、電流が流れやすくなる。
🙅渦巻のケーブルは、抵抗が増えるので電流は流れにくい
(3)ケーブルを太くすると、電流は流れやすくなる。 ⭕️ その通り! 正解!
答えは、(3)
ケーブル=キャブタイヤは、太くすると、電流が多く流れるので、正解は、(3)やな〜
(1)ケーブルを長くすると、抵抗が上がるので、電流は流れにくくなるから、✖️や!
(2)ケーブルを巻くと、抵抗が上がるので、電流は流れにくくなるんや!
渦巻ケーブルは、コイルの様に、熱を発生させるのでキャブタイヤを巻いたままで使用することは禁止されて
いるんやな〜、コードリールも巻いた状態での使用は、禁止やで〜〜 熱々になるんやで〜

伸ばした状態で使用しような〜!
8.鋼の中に入っている元素について、次の文から正しいものを選びなさい。
(1)リン(P)が、たくさん入っている。 🙅たくさんではない!
(2)イオウ(S)が、たくさん入っている。 🙅たくさんではない!
(3)炭素(C)、マンガン(Mn)、ケイ素(Si)が、入っている。 ⭕️ その通り!
答えは、(3)
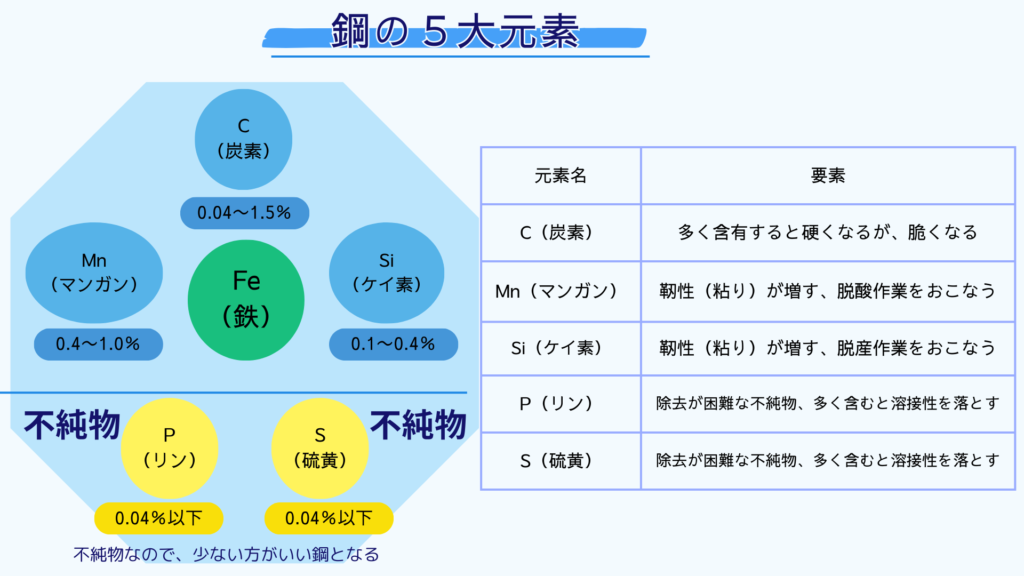
鉄の5大元素は、リン(P)、硫黄(S)も入ってるんやけどな〜! たくさんは、入ってないねん!
多く入ってたら、粗悪な鋼っちゅうことになるんや〜!
なので、正解は、炭素、マンガン、ケイ素が入っているやな〜
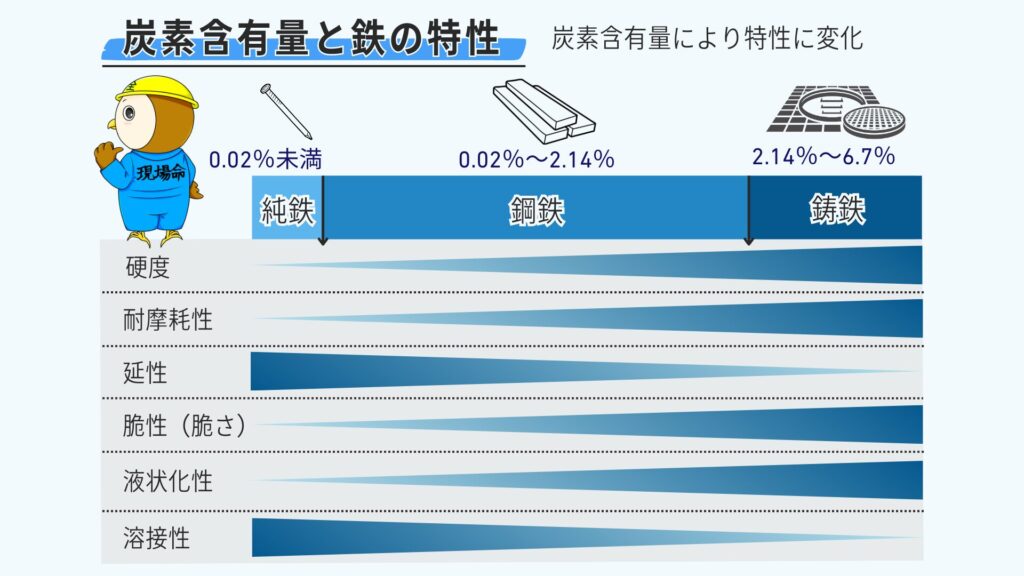
9.一般的に溶接しやすい鋼材は、どれか、正しいものを選びなさい。
(1)軟鋼 ⭕️ その通りや! 炭素が低い方が溶接には適してるんや!
(2)鋳鉄 🙅 炭素含有量が、2%超えてると、特別な溶接材料が必要になるんや!
(3)高炭素鋼 🙅炭素が高いと溶接性は落ちるんや!
答えは、(1)
溶接しやすい=溶接性が良いと言えると思うんやけどな〜
溶接性が悪いのは、炭素が多く含むと割れの原因になるので、注意が必要で、熱管理などの問題が
発生するので、簡単ではなくなるんやな〜! 溶接材料も特殊になるんやで〜
鋳鉄は、炭素含有量が多いので、溶接は、簡単ではないんやな〜
普通の軟鋼の溶接棒では、すぐに割れてしますし、入熱管理も難しいしな〜!
なので、答えは、軟鋼が正解で、SS400も軟鋼の一種やな!
ちなみに、炭素が多く含まれる鋼は、硬鋼やな〜
炭素鋼に関しては、この記事で詳しく解説しています。

10.日本工業規格に定められた圧延材料のSS400やSM400の数値は、
材料の引張強度を保証したものである。次の文のうち、正しいものを選びなさい。
(1)その単位は、1平方センチメートル当たりの引張強さをキログラムで示したもの
(kgf /cm2)である。 🙅
(2)その単位は、1平方ミリメートル当たりの引張強さをキログラムで示したもの
(kgf /㎜2)である。 🙅
(3)その単位は、1平方ミリメートル当たりの引張強さをニュートンで示したもの
(N /㎜2)である。 ⭕️ 正解は、ニュートンやで〜
答えは、(3)
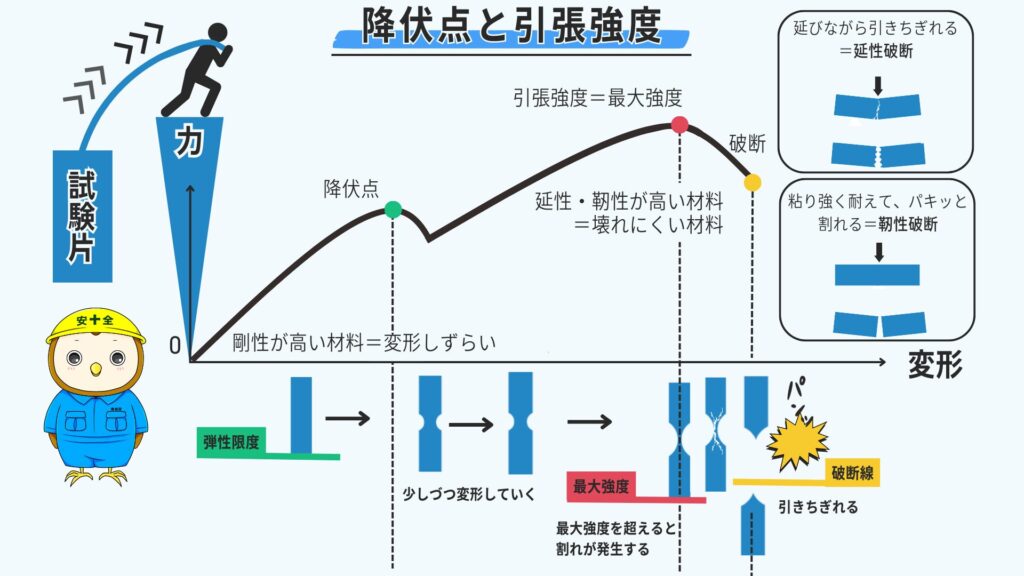
引張強度とは、鉄にどれだけ、力を加えたら、破断しますか?の最大に必要とする応力のことや!
降伏点と違うことがポイントなんやけど〜、降伏してから、耐えれる材料が靭性が高い材料なんやで〜
この問題は、それを知っていますか〜?と、平成13年11月から引張強度の単位が変わってますよ〜
知ってますか〜〜?って言う問題や!
1kgf=9.8Nなんやけど、現在は、N(ニュートン)/㎜2の単位で示されるんや!
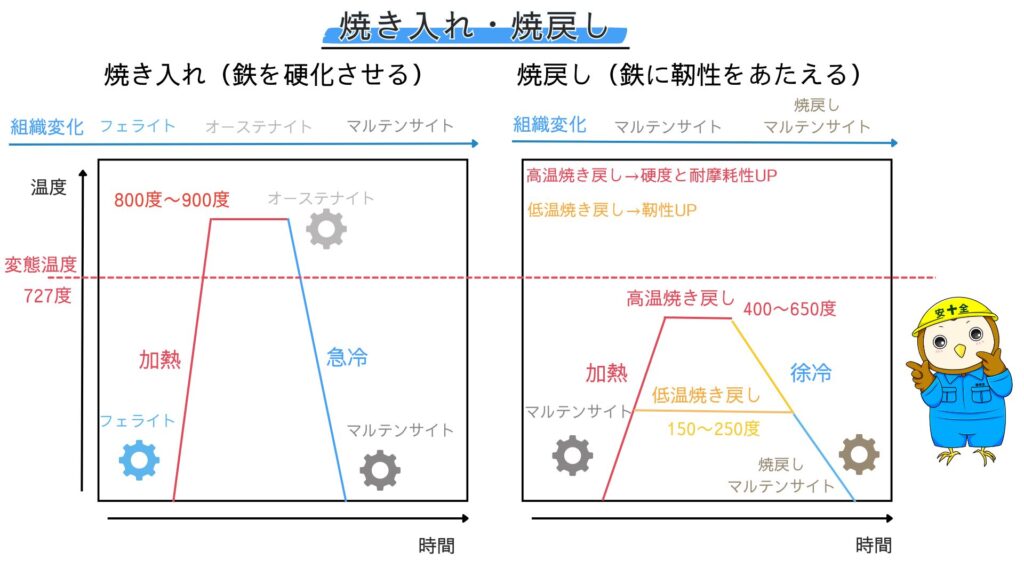
11.次の文は、溶接した後、溶接熱影響部が硬くなる原因について述べたものである。
正しいものを一つ選びなさい。
(1)溶接すると母材の炭素量が増えて硬くなる。 🙅溶接で、炭素が増えることはない!
熱処理に、浸炭焼入れがあるんやけど、炭素量を増やして、固くなる現象は、浸炭焼入れのことや!
(2)溶接すると、熱によって、伸びたり縮んだりして、硬くなる。🙅伸縮は、硬化とは関係ない
(3)溶接すると、急に冷えることによって、焼きが入り硬くなる。⭕️ その通り!
答えは、(3)
溶接しても炭素量は、増えないので、(1)は、🙅やな〜
(2)は、熱によって、伸縮は起きて、歪みは出るけど、硬くなるのとは、違うかな〜!
答えは、焼きが入り硬くなるが、正解やけどな〜! 急に冷えなくすることが、
溶接の施工者及び、溶接管理者の腕の見せどころやけどな〜〜!
溶接の施工管理に関しては、別の機会に解説するで〜〜!
浸炭焼入れに関しては、下記の記事で詳しく解説しています。
12.次の項目は、低水素系被覆アーク溶接棒の乾燥温度について示したものである。
正しいものを一つ選びなさい。
(1)100度から150度 🙅低いな〜
(2)150度〜250度 🙅低水素系のLBは、300度以上の感想温度が必要や!
(3)250度〜300度 ⭕️ 正解や〜
答えは、(3)
低水素棒のパッケージには、必ず、300度以上、30分〜1時間の乾燥が必要と、明記してあるんや!
低水素棒とは、溶接時の拡散性水素量を極限まで、少なくした溶接棒のことで、
LB=Low水素の溶接棒や!
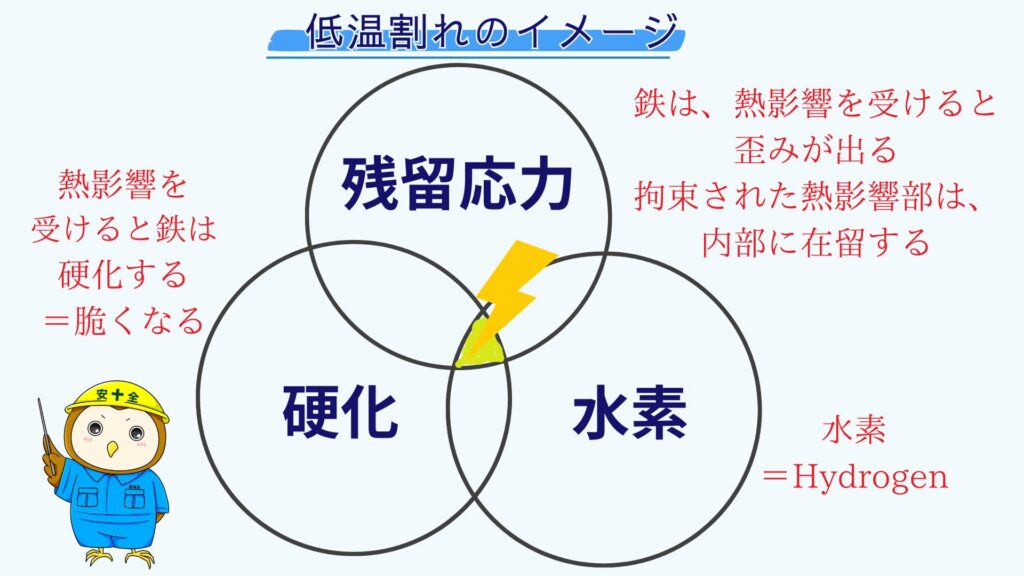
拡散性水素が多くなると、低温割れの原因になるんやったな!
低温割れとは、残留応力&硬化&水素が合わさると起きる溶接割れで、水素=拡散性水素量を
抑えることが、低温割れの抑制に繋がるんやったな!
しか〜〜し!低水素棒は、保存管理に敏感なんや〜、特に湿気に関しては、めっちゃ敏感で、
吸水力も高いんや! 簡単に言うとやな〜、新しい溶接棒の封を切ると、そこから吸水が始まり
めっちゃ、湿気を吸ってしまうんや! 湿気を吸ってしますとやな〜
拡散性水素の発生が増えるんや! なので、低水素棒じゃ!無くなるんや!
これは、死活問題やで〜〜! なので、乾燥機で乾燥させないといけないんや!
それも、イルミナイト系の溶接棒より高い乾燥温度を溶接棒のメーカーは、要求してるんや!
それが300度以上やで〜 だから、答えは、300度以上やな〜〜!
13.次の文は、低水素系被覆アーク溶接棒について述べたものである。正しいものを一つ選びなさい。
(1)重要な構造物の溶接には使わない。 🙅 重要な構造物に、こそ使ってくれ〜
(2)割れやすい鋼の溶接には使わない。 🙅割れやすい=硬度が高い鋼材には、低水素棒やで〜
(3)割れやすい鋼を溶接するときに使う。 ⭕️ その通りや!
答えは、(3)
(1)重要な構造物の溶接に使われるので、🙅
(2)割れやすい鋼を溶接すると時に使われるので、🙅
残りの(3)が答えやな〜
割れやすい=硬度がある鋼なので、軟鋼ではないので、硬鋼には、硬度がある低水素系が
使われるんや!
14.次の文は、溶接作業の準備について述べたものである。正しいものを一つ選びなさい。
(1)開先についている油やペンキはそのままでも良い。 🙅油やペンキは、厳禁やで〜
(2)開先を水で洗う。 🙅水は、厳禁な〜!
(3)ルート間隔は、正しくとる。 ⭕️ その通りやで〜〜!
答えは、(3)
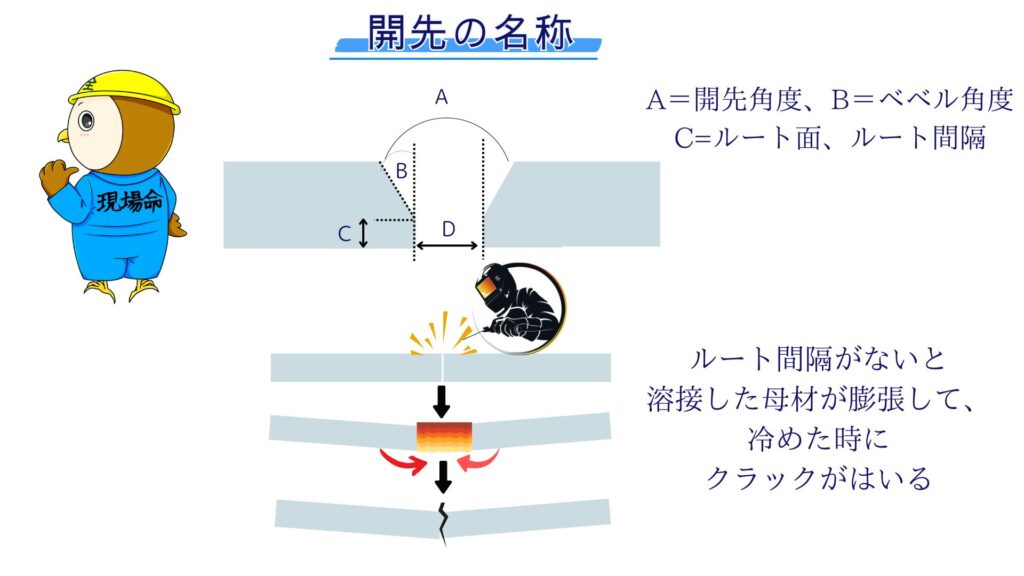
ルート間隔は、開先と開先の間のことで、図解のDやな〜! 正しくとる=正確に削る必要が
あるんやな〜
開先が正しくないと溶接ビードに影響を与えて、綺麗なビードにはならないんや!
溶接面には、水分、油分、塗料は、御法度やで〜〜!
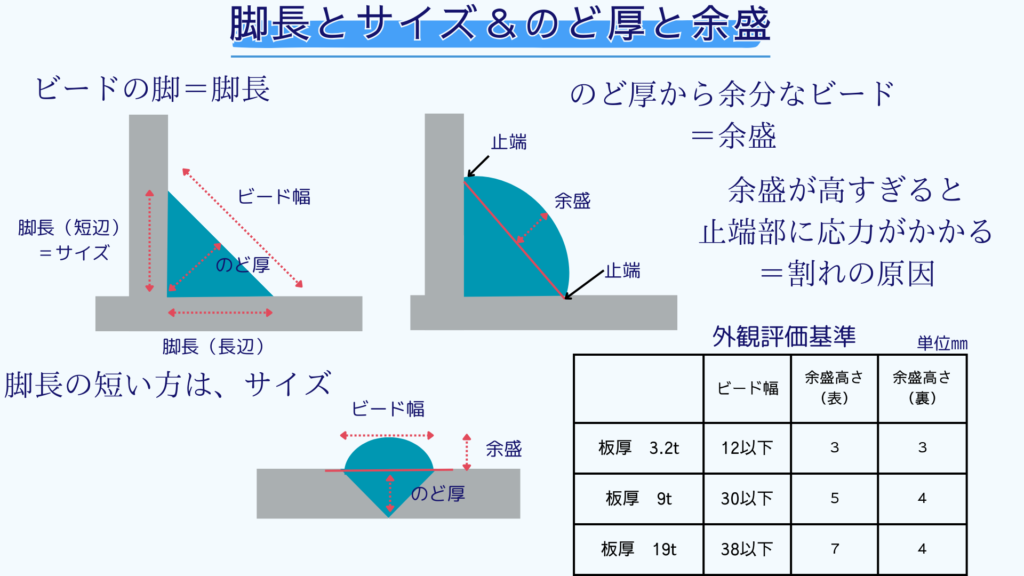
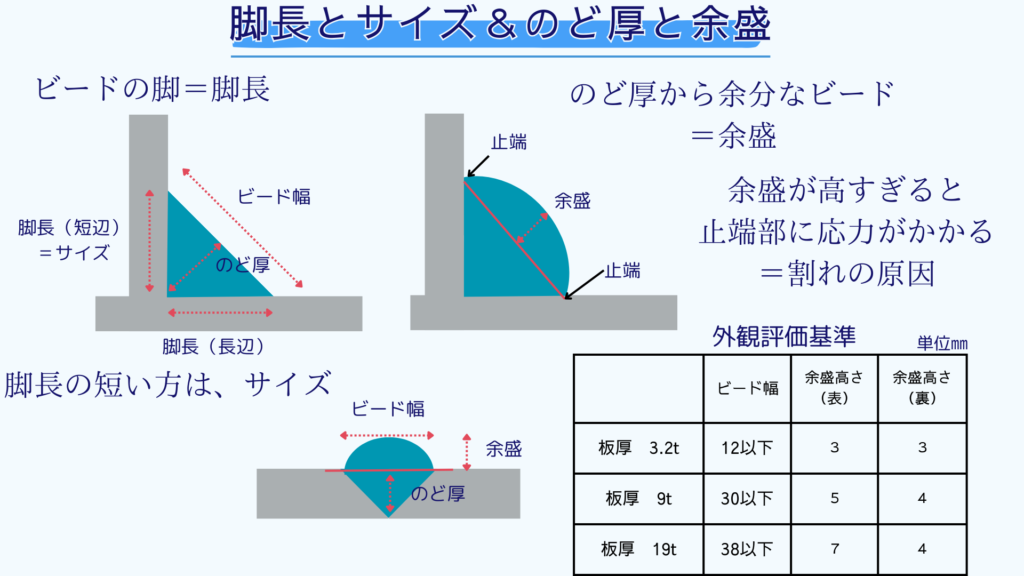
15.次の図は、すみ肉溶接部の断面を示したものである。脚長は、どれか一つ選びなさい。
(1)①を脚長という 🙅
(2)②を脚長という 🙅
(3)③を脚長という。 ⭕️ その通り正解!
答えは、(3)
(1)は、理論のど厚で、(2)は、実際ののど厚やで〜
16.次の項目は、下の図に示すT継ぎ手の矢印の方向に
(P)が働く時、強いものから順に並べたものである。正しいものを一つ選びなさい。
(1)b ・ a ・ c ⭕️ この通り 正解や!
(2)b ・ c ・ a 🙅
(3)c ・ a ・ b 🙅
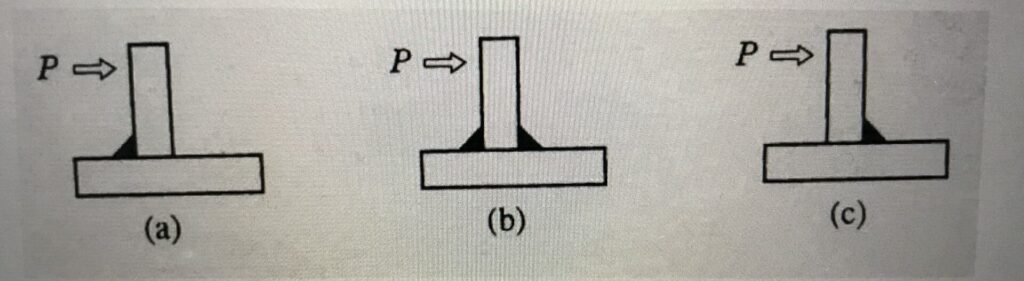
答えは、(1)

(c)が、(P)からの力に弱い理由は、溶接ビードが、引っ張っているからなんやな〜
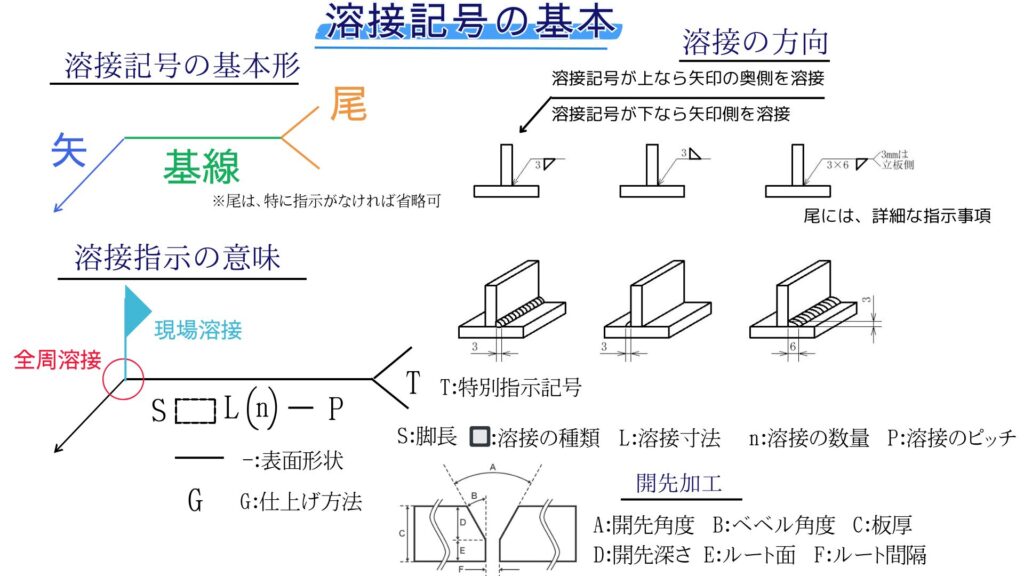
17.次の文は、下の図の溶接記号を説明したものである。正しいものを一つ選びなさい。
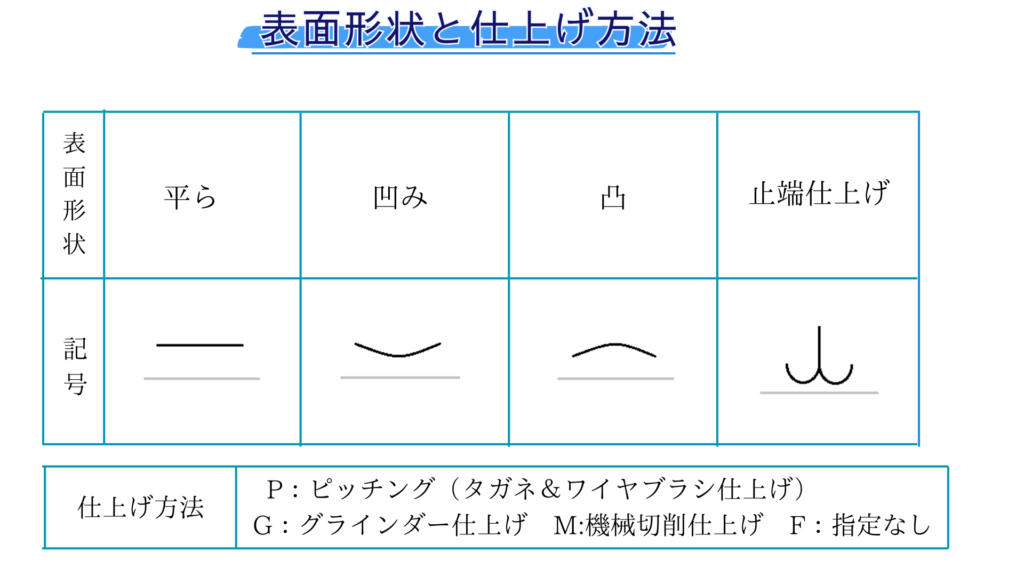
(1)工場で溶接を行い、余盛はチッパーで平に仕上げる
🙅 工場溶接ではなく現場で、G=グラインダー
(2)現場で溶接を行い、余盛は、グラインダーで平らに仕上げる
🙅 平ではなく、凸加工
(3)現場で溶接を行い、余盛は、グラインダーで凸に仕上げる ⭕️ その通り 正解!
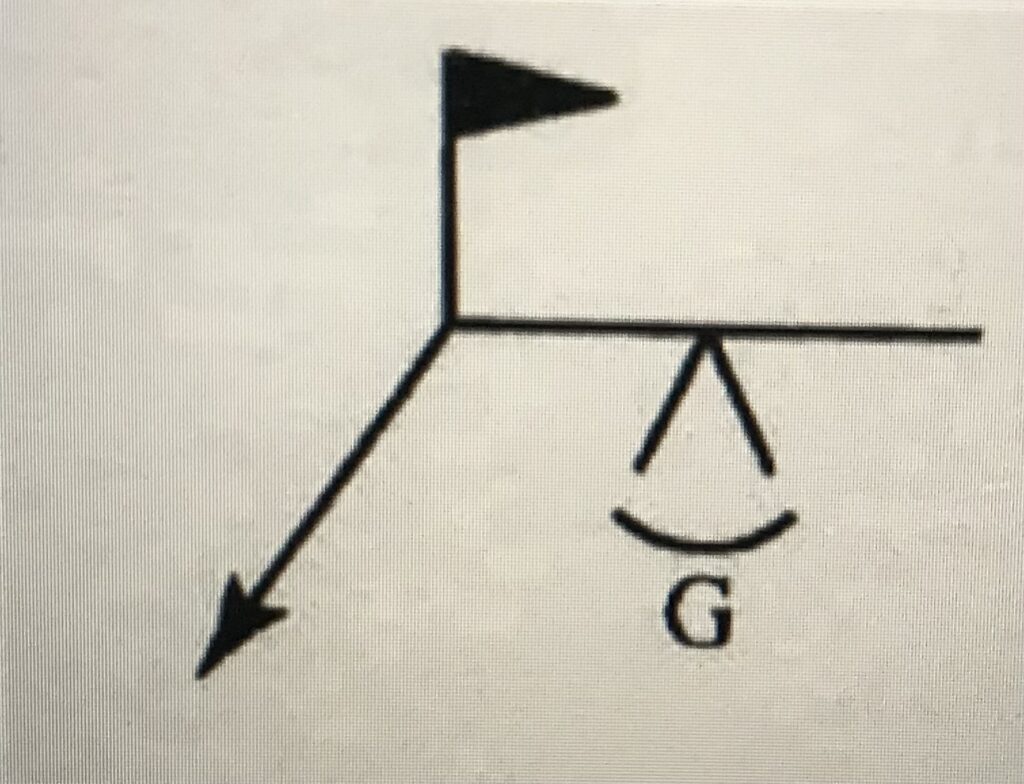
答えは、(3)
溶接記号は、V型開先で、表面仕上げは、凸型、仕上げ方法は、グラインダー仕上げの意味やな!
開先の種類は、たくさんあるけどな〜、最低限の知識としては、これだけは入れとこか〜
18.次の文は、タック溶接(仮付溶接)について述べたものである。正しいものを一つ選びなさい。
(1)タック溶接は、材料を仮組立するするもので、順序は考えない
🙅仮溶接は、場所と順序と量が重要
(2)タック溶接には、欠陥があってもよい 🙅欠陥があっては、まずいやろ〜
(3)タック溶接は、決められたところにする。 ⭕️ その通り 正解や!
答えは、(3)
タック溶接は、材料を仮組みするもので、重要なのは、仮溶接場所と、溶接量と、順序だったな!
なぜかと言うと、仮溶接でも歪みは出るし、本溶接に負けない仮溶接量と場所と順序が間違うと、
仮溶接の時点で、材料が歪んでいたり、本溶接後に材料が歪んでいたりと、
正確な製品にならないので、歪みを考慮して、順序(溶接する箇所の順番)も重要なんや!
19.次の文は、溶接による変形を少なくする方法について述べたものである。
正しいものを一つ選びなさい。
(1)開先角度を広くする 🙅開先角度を広くすると、溶接量が増えるので、歪みは多くなる
(2)溶接金属量を少なくする ⭕️ その通り!溶接金属を少なくると、歪みは抑えられる
(3)ルート間隔を広くする 🙅ルート感覚を広くすると、溶接量は増えるので、歪みは多くなる
答えは、(2)
溶接による変形=溶接歪みを少なくするには、溶接量を減らすことが、一つあるんやな〜
(1)(3)は、開先角度や開先間隔を広くする=溶接量は増えるので、変形のリスクは上がるんや!
熱を入れる=歪みが出るのは、金属の鉄則やからな〜
あと、変形=歪みを少なくするには、適正な仮溶接と拘束やったな〜!!
だが、仮溶接や固定治具で拘束しても、歪みは起こっていてな〜、
内部に残ってんねんな〜!それが、内部歪みで、残留応力やったな〜!
20.次の文は、溶接による残留応力について述べたものである。正しいものを一つ選びなさい。
(1)残留応力が大きくなると、溶接部は強くなる 🙅弱くなるんや〜
(2)残留応力をなくす方法は、溶接した後に熱処理をする ⭕️ その通りや!
(3)ジグを使って溶接すると、残留応力は少なくなる 🙅拘束すると残留応力はかかるで〜
答えは、(2)
(1)残留応力が大きくなると、溶接部は、弱くなるんやな〜
溶接金属によって、母材が、引っ張られている状態なので、弱くなるわな〜
(3)ジグを使って溶接するとやな〜、見た目は歪まずに、精度は保てるけど、
歪もうとしている力は、消えなくてな、内部に残んねん!それが、残留応力やな!
だから、ジグを使えば、残留応力が少なくなることはないんやな〜!
ガチガチに拘束して、めっちゃ盛り盛りの溶接をすると、溶接金属は増えるので、
入熱が上がり、割れの原因にもなるし、見た目は歪んでなくても、内部に残る=歪もうとする力が
残留応力となるんや!
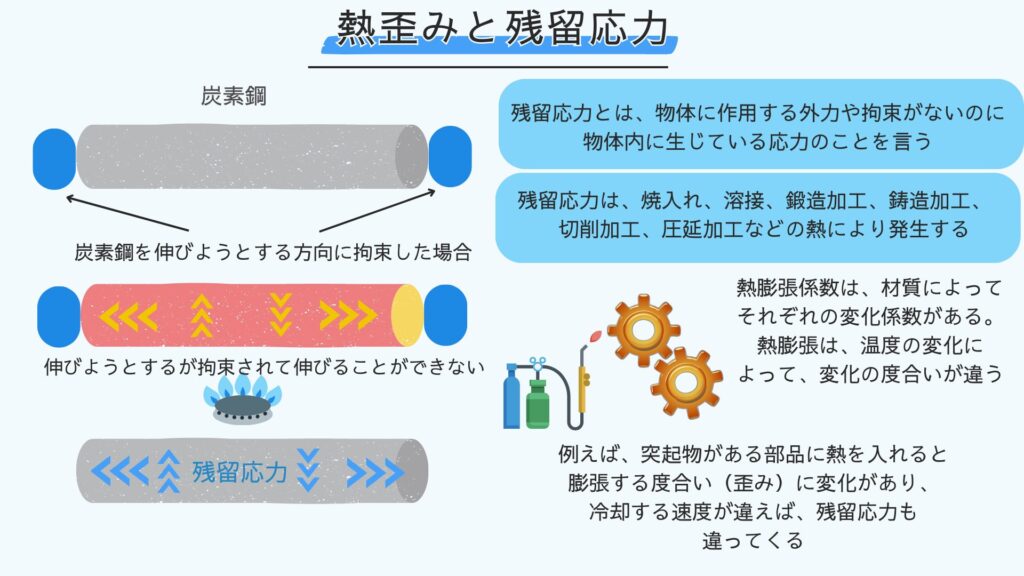
溶接構造物は、残留応力を内部に抱えている状態なんや!
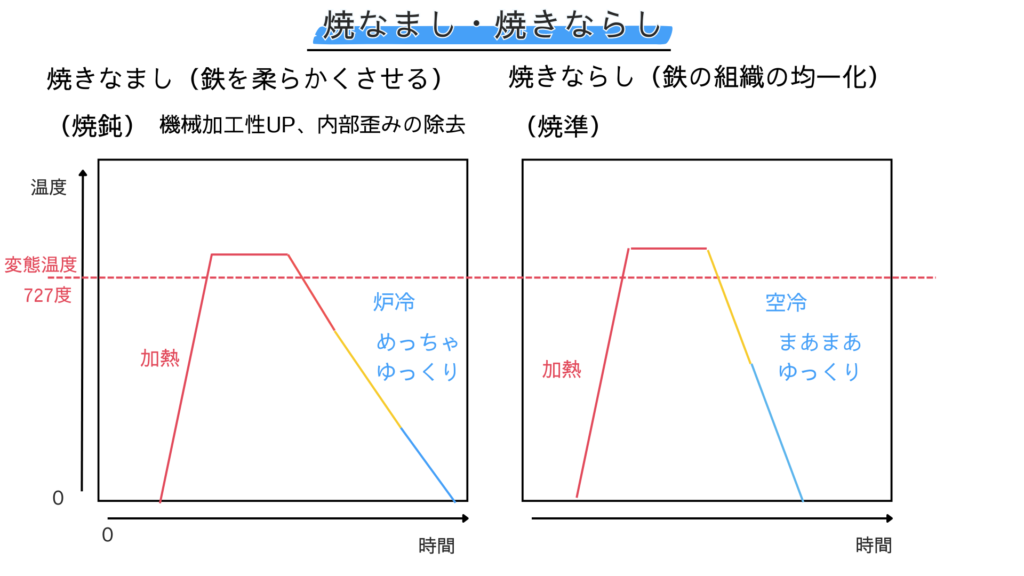
そこで行われるのが、熱処理の4つの中の焼きなましや!
炉に、溶接構造物を入れて、熱を加えるんや!
変態温度以上に加熱してから、炉の中で、めっちゃゆっくり冷ますことで、
イメージ的には、いろんなところに応力がかかっている残留応力が、均一に
散らされている感じになんるや! これが、溶接後の熱処理=焼鈍(焼きなまし)やな!
21.次の文は、余盛について述べておるものである。正しいものを一つ選びなさい。
(1)余盛を高くすると、疲労しない 🙅余盛が高いと、金属疲労は上がる
(2)余盛を母材の厚さまで平に仕上げると、引張強度が弱くなる 🙅引張強度は、関係ないかな〜
(3)余盛を大きくすると、変形は大きくなる ⭕️余盛が多い=溶接金属が多い=変形しやすい
答えは、(3)
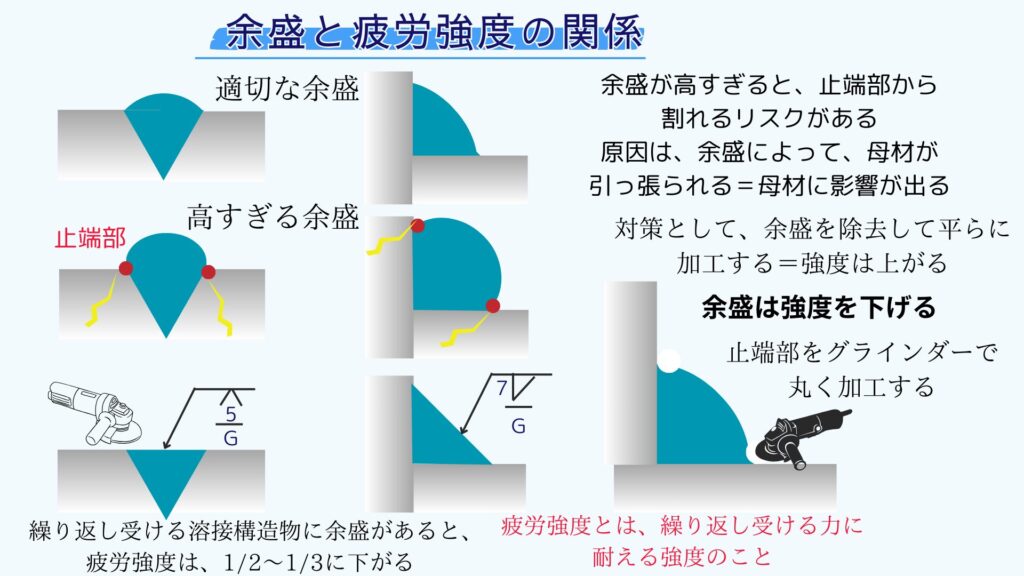
余盛は、適正値以上になると、止端部に応力がかかり、母材に影響が出るんやな〜
影響とは、歪みや残留応力になるんや! 要は、無い方がいいねん!
でも、余盛がないと、アンダーカット気味になるのも事実なんや!
(1)は、余盛を高くすると、疲労するねんな〜 なので、🙅
(2)余盛を平らに仕上げると、強度は上がるんやな〜、余盛があると構造物の強度は下がるねん
なので、🙅やな〜〜!
22.次の文は、オーバーラップができる原因について述べたものである。正しいものを一つ選びなさい。
(1)溶接電流が高い 🙅電流が高いと、アンダーカットの原因となる
(2)溶接電流が低い ⭕️ その通りや!
(3)溶接速度が速い 🙅溶接速度が速いと、アンダーカットになりやすいんや!
答えは、(2)
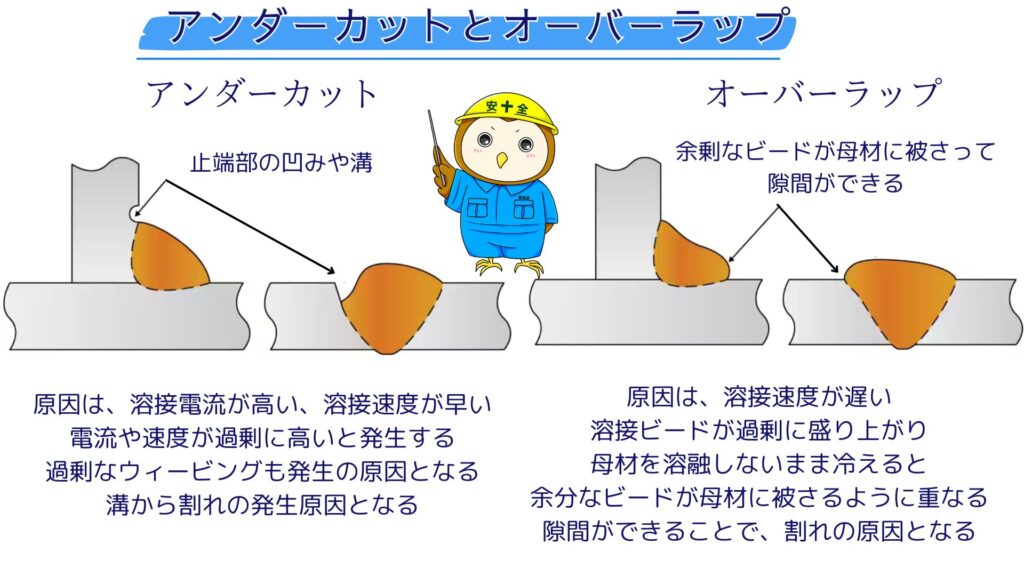
オーバーラップとアンダーカットの原因については、またまた、この図解や!
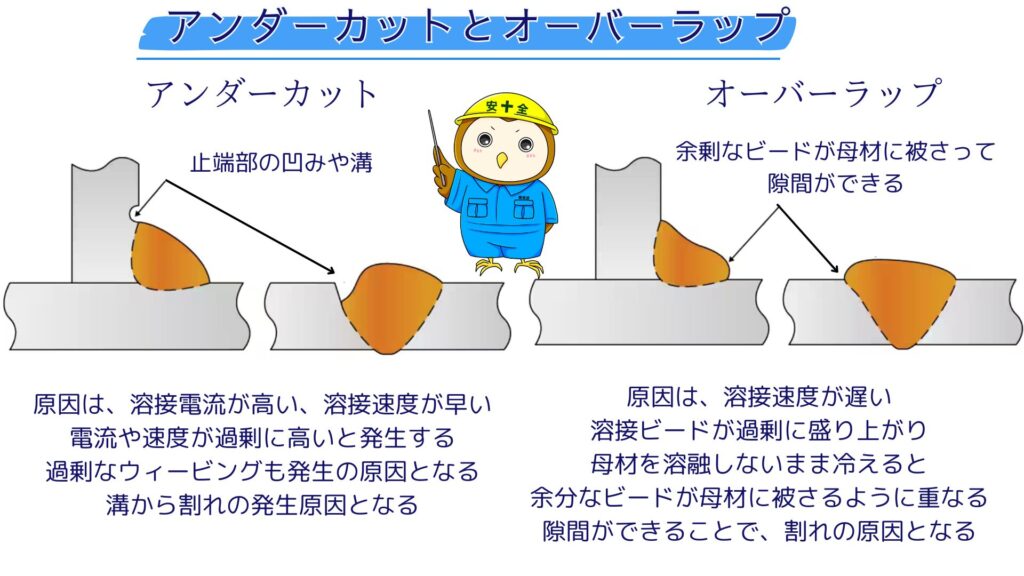
オーバーラップは、溶接速度が遅くて、過剰なビードが盛り上がるんやな〜
それと、溶接電流が低いと、溶け込まずに、過剰なビードが、これまた盛り上がるんや!
溶融してればいいけど、やはり、電気が低いと、溶融しないビードとなるんや!
(1)(3)は、アンダーカットの原因やな!
23.次の文は、溶込不良ができる原因について述べたものである。正しいものを一つ選びなさい。
(1)溶接電流が高い 🙅 低いと溶融不良が起こりやすい
(2)開先角度が広い 🙅開先角度が広いのは、溶融不良の原因とは関係ないかな〜
(3)ルート間隔が狭い
⭕️ その通り! ルート間隙が狭いと、厚板の場合は、奥の方が溶融不良となる
答えは、(3)
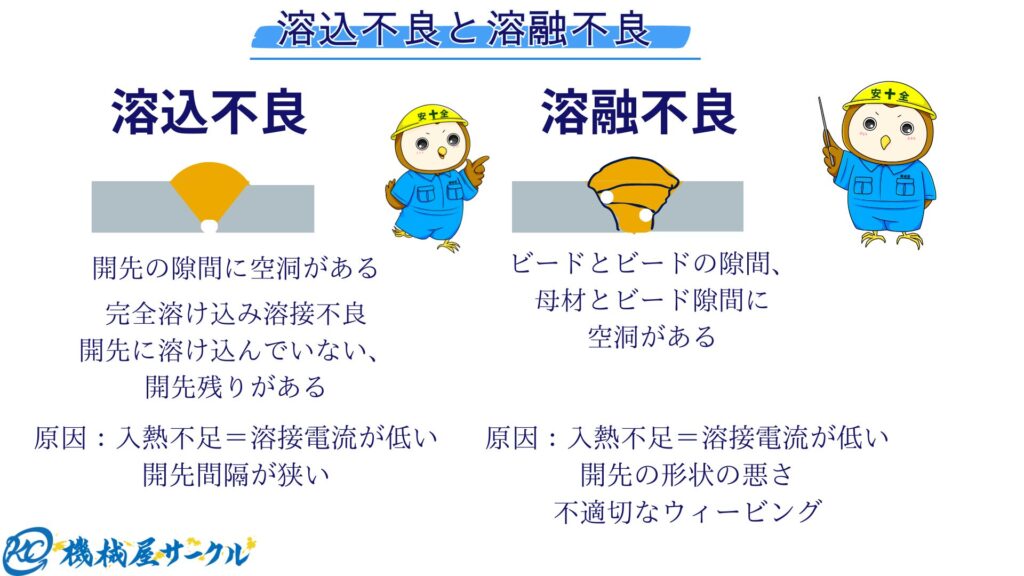
溶込不良とは、開先残りのことやで〜!完全溶け込み溶接の不良のことや!
ビードとビードの間に空間ができてしまう欠陥は、溶融不良やで〜、ごちゃ混ぜにならん様にな〜!
どちらも電気が弱いことが、原因なんやな〜!
開先間隔(ルート間隔)が狭いと、その狭い隙間に溶け込ますことが出来ずに、
空間が発生するのが、溶込不良やで〜
なので、答えは、(3)ルート間隔が狭いことで、溶け込んでいないことが、原因となるんや!
24.溶接割れ(低温割れ)の、でやすい材質を溶接する場合、正しいものを一つ選びなさい。
(1)予熱や後熱はしない 🙅 予熱と後熱は、した方がいい
(2)十分に乾燥させた低水素系溶接棒を使う ⭕️ その通りや!
(3)材料を水で濡らして溶接する 🙅水は、御法度やで〜〜!
答えは、(2)
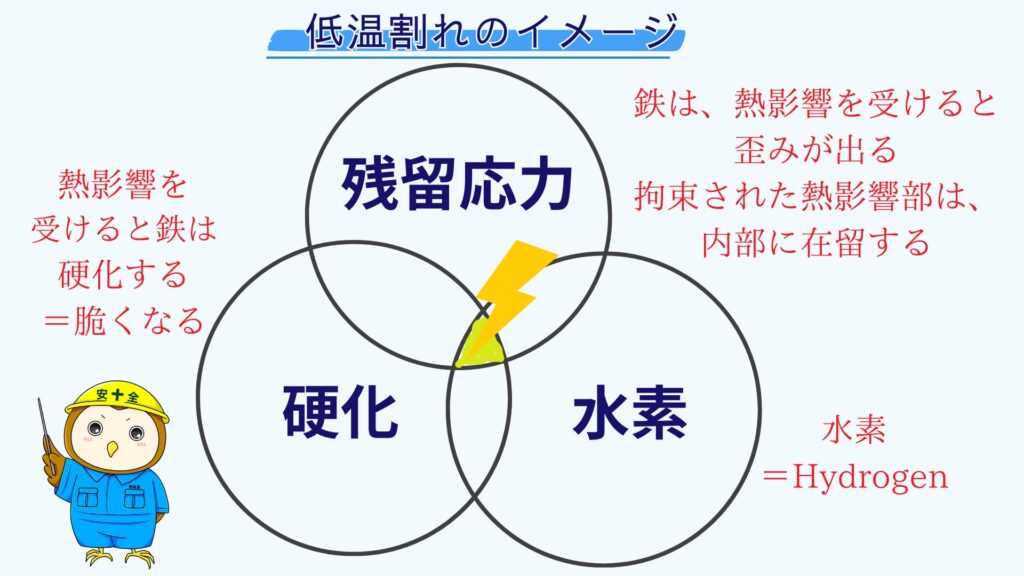
低温割れの原因は、3要素があったな〜
水素の発生を防ぐために、低水素系の溶接棒を使うことが、大切で、低水素系の溶接棒は、
300度の高温で乾燥させることが、絶対条件だったな〜!
(1)予熱と後熱はしない これは、🙅やで〜、予熱は、母材の水分を乾燥させる役割もあるし、
急冷をさせないことは、硬化を防ぐことができるからな〜
急冷=焼入れやで〜、ゆっくる冷却するためには、周りに入熱すること=後熱が必要なんや〜
母材に水をかけるのは、論外やで〜〜、水は水素発生の原因になるからな〜〜!
急冷の原因にもなるしな〜〜〜! 絶〜対〜に、無しやで〜〜!
25.次の文は、溶接部の欠陥を調べる方法について述べたものである。正しいものを一つ選びなさい。
(1)外観試験では、アンダーカットやオーバーラップは、見つけられない 🙅見つけられるで〜
(2)表面および、裏面の割れなどは、曲げ試験ではわからない 🙅曲げれば、わかるで〜
(3)溶接金属内部のブローホールやスラグ巻き込みは、X線透過試験(レントゲン)で検査する
⭕️ その通りや!
答えは、(3)
(1)は、外観検査で見つけることが出来るから🙅
(2)表面に傷があれば、曲げ試験では、曲げた時にズバ〜〜と、割れんで〜
ちなみに、溶接技能評価試験では、溶接した試験材を実際に曲げてみる、曲げ試験があるんやで〜!
今度、実査の溶接編で、詳しく解説するで〜〜!
丸は、外部に割れがあれば、外観で確認できるが、内部にある場合は、内部検査でしが、確認できんのや〜
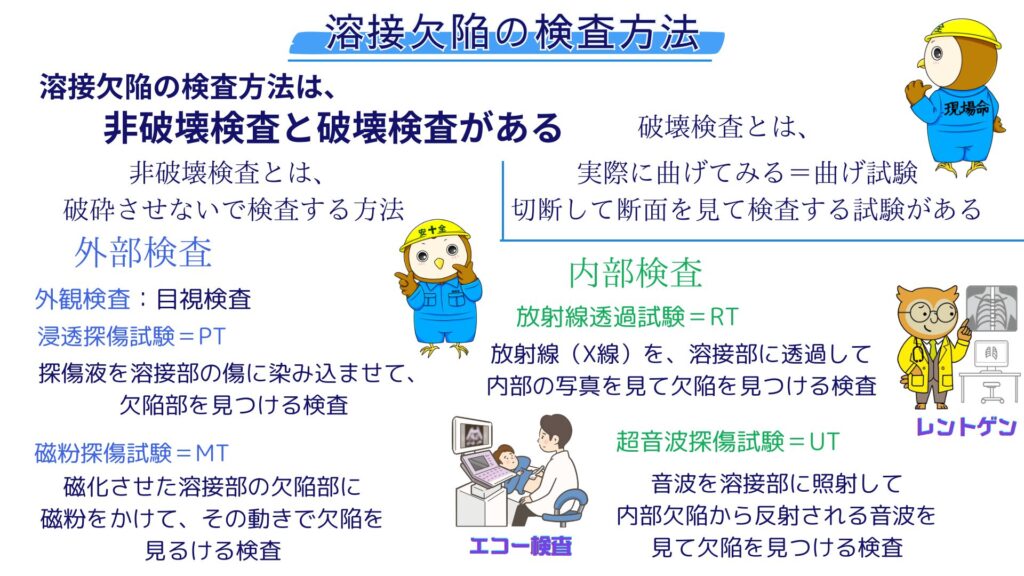
外部からわかる欠陥を外部欠陥と言うんやけどな〜、検査方法も外部検査があって
内部の傷や溶接不良は、外からでは見えないからな〜! レントゲンを撮って検査したり、
エコーを使って、超音波の跳ね返りをモニターで見て、内部の状態を把握する検査方法があるねん!
26.次の文は、曲げ試験法について述べたものである。正しいものを一つ選びなさい。
(1)曲げ試験には、表曲げ、裏曲げ、側曲げの3種類がある ⭕️その通り 3種類あるんや!
(2)曲げ試験は、試験片を90度に曲げる 🙅90度に曲げるのではなく、U字型に曲げるんやで〜
(3)曲げ試験で引張強度がわかる 🙅引張強度は関係ないかな〜
答えは、(1)
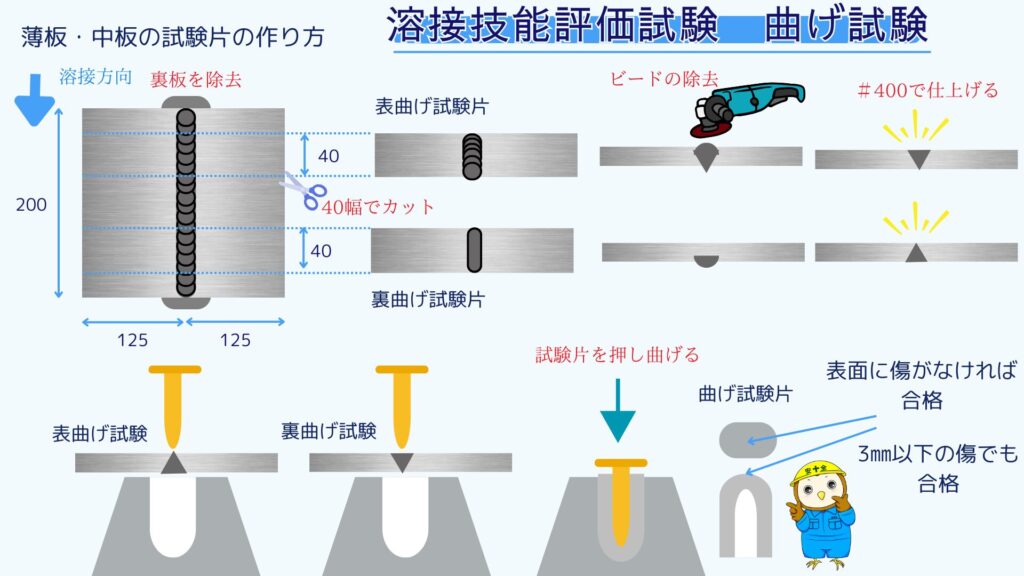
溶接技能評価試験では、試験片をU字型に押し曲げて、溶接面の割れを検査するので、
引張強度では無いんやな〜! 90度に曲げるのも🙅やで〜!
表曲げ、裏曲げは、上の図解の通りで、溶接面の裏表を表面にして、それぞれ曲げて、裏側の割れと
表側の割れを確認する試験や!
側曲げは、試験片を横にして曲げることやで〜! なので、曲げ試験は、3種類あるんや!
本番の溶接技能者評価試験では、図解のようにU形に曲げて行うんやで〜
27.次の文は、溶接作業をするときに注意することを述べたものである。正しいものを一つ選びなさい。
(1)狭いところで溶接するときは、一人でする 🙅一人作業は、厳禁や!
(2)高いところの足場から物が落ちやすいので、落とさないようにする ⭕️常識やで〜
(3)作業場を離れるときは、電源を切らない 🙅電源は切ろうな〜!
答えは、(2)
常識問題やな〜〜!
(1)狭いところでは、一人作業は、厳禁やで〜!🙅
(2)作業場を離れるとこは、溶接機の電源は、切ろうな〜〜!🙅
特にホルダーから溶接棒を取り外しておかないと、溶接棒が機械や架台に接触すると、電気が
流れて、感電のリスクがあるんやで〜!
電撃防止装置があれど、溶接棒は必ず、外して、電源も切ろうな〜!
28.次の文は、保護具について述べたものである。正しいものを一つ選びなさい。
(1)溶接したばかりの溶接部を見るときは、保護メガネをつけない
🙅高温のスパッタが弾けて飛んでくるで〜
(2)タック溶接(仮溶接)をする時は、脚カバーや保護手袋は使わない
🙅保護具の着用は良いか!!
(3)溶接する時は、保護面を使う ⭕️常識やで〜
答えは、(3)
常識やで〜〜!
29.次の文は、亜鉛メッキされた材料の溶接作業について述べたものである。正しいものを選びなさい。
(1)ヒュームを吸うと熱が出たり、倒れたりすることがある
⭕️ ヒュームは、金属粉やで〜!危険や!
(2)溶接する時は、ガーゼのマスクを使う 🙅ガーゼは、ないで〜!危険や!
(3)何も注意することはない 🙅 それはないやろ〜!
答えは、(1)
これも簡単な常識問題やな〜
ヒュームとは、溶接中にアークからモクモク出る煙のことで、金属の微細な粉のことや!
溶接中の熱で、金属が水蒸気となって、じゅわ〜〜ってのぼっていくけど、冷めて固まれば
金属粉なんや! なので、体に入ってしまうと、排出されずに、体内に蓄積されていくので
体には良くない物質なんや! 必ず、防塵マスクをつけて、換気をよくすることを
忘れんでや〜! タオルやガーゼは、NGやで〜!
30.次の文は、夏場の溶接作業について述べたものである。正しいものを選びなさい。
(1)夏場は熱中症が起きやすいので、水分をとる ⭕️ 夏場でなくても、水分補給は重要やで〜
(2)夏場は、半袖の作業服でする 🙅火傷するで〜
(3)夏場は暑いので、脚カバーや腕カバーなどの保護具は付けない 🙅保護具はつけような〜
答えは、(1)
めっちゃ簡単やな〜!
レベル3 手溶接 上級試験
ラストは、上級試験や!
答えと解説だけで、どど〜〜っと行くで〜〜
太赤字は、監督のコメントやで〜!
1. 次の文で間違っているものを選びなさい。
(1)融接は、母材を溶かして接合する その通り!
(2)圧接は、圧力を加えて接合する その通り!
(3)ろう接は、ロウ材と母材を一緒に溶かす
🙅 間違いなので、正解! ろう接は、母材を溶かさず、接着剤のように接合すること!
(4)溶接は、融接と圧接と、ろう接に分けられる その通り!
答えは、(3)
溶接は、融接、圧接、ろう接に分けられ、
融接は、母材を溶かして接合するんや!
圧接は、圧力を加えて接合、ろう接は、接着剤みたいな接合方法やな!
2.次の文は、機械的接合方(ボルト・ナット、リベット等など)と比べた時に、
溶接の良いところにつて述べたものである。正しいものを一つ選びなさい。
(1)溶接で作った製品は、水が漏れやすい 漏れにくいんや!🙅
(2)溶接で作ると時間がかかる リベット接合よりは、時短が効くんや!🙅
(3)溶接で作ると製品の重量を軽くすることができる その通り!軽くなるんや!
(4)溶接された突き合わせ継ぎ手は、母材よりも弱い 確実な溶接は、弱くはないよね!🙅
答えは、(3)
3.次の文は、機械的接合方(ボルト・ナット、リベット等)と比べた時に、溶接の悪いところについて
述べたものである。正しいものを選びなさい。
(1)溶接しても変形しない 変形=歪むんやな〜!🙅
(2)溶接しても金属の組織は変わらない 金属は、熱影響を受けて、組織変化するんや!🙅
(3)溶接する人によって、溶接部の品質が違う その通り! 技量によって品質の差が出るんや!
(4)溶接した製品は値段が高くなる 機械的接合方よりは、部品点数が少ないので、安価なんや!🙅
答えは、(3)
4.次の文は、溶接用語を説明したものである。間違っているものを一つ選びなさい。
(1)熱影響部とは、母材が溶けたところである 間違いだから、これが正解やな!
🙅間違いや!熱影響部とは、溶接熱がかかったところなんや!
母材と熱影響部の境目がボンド部や!
(2)突き合わせ溶接の場合、余盛とは、溶接金属が母材より盛り上がった部分である その通り!
(3)溶込みとは、母材表面より溶かされた深さである その通り!
(4)溶込不良とは、母材の溶けていないところである その通り!
答えは、(1)
5.次の文の中から間違っているものを一つ選びなさい。
(1)ヒュームは、スラグや金属の煙である その通り!スラグや金属が蒸発した湯けむりやな〜!
(2)スラグとは、溶融地の表面に浮かび上がる物質である その通り!
(3)クレータとは、ビードの終わりにできた窪みである その通り!
(4)熱影響部とは、溶接棒やワイヤが溶けた金属である
🙅間違いや!熱影響部とは熱影響を受けている部分や! 溶接棒が溶けた部分は、溶接金属や!
答えは、(4)
6.次の文で間違っているものを選びなさい。
(1)被覆アーク溶接棒に塗られている被覆材は、アークを安定させる その通り!
(2)ティグ溶接は、アルゴン(Ar)ガスを使う その通り!
(3)マグ溶接は、炭酸(Co2)ガス又は、アルゴン(Ar)ガス+炭酸(Co2)ガスの混合ガスを
使う その通り!
(4)サブマージアーク溶接は、炭酸(Co2)ガスを使う
間違いや!フラックス粉を使うので、ガスは不要
答えは、(4)
7.次の文で間違っているものを一つ選びなさい。
(1)アルゴンガスは、ミグ溶接に使う その通り! アーク溶接の一種で、ガスが必要
(2)アセチレン(C2H2)ガスは、ガス溶接やガス切断に使う その通り!
(3)炭酸ガスは、スポット溶接に使う 間違いや!スポット溶接は、圧接の一種で、ガスは不要
(4)被覆アーク溶接棒は、被覆アーク溶接に使う その通り!
答えは、(3)
8.次に文で正しいものを選びなさい。
(1)スポット溶接は、厚板の溶接に使う 間違いや!圧接の一種で、薄板専門やな〜
(2)ティグ溶接は、ステンレス鋼やアルミニウムに使われる その通り!
(3)マグ溶接は、軟鋼の溶接に使われない 軟綱で使いまくるわ〜
(4)サブマージアーク溶接は、自動溶接だが、能率が悪い 能率はむっちゃ良いんや!
答えは、(2)
9.次の中から電圧で用いられるものを選びなさい。
(1)アンペア「A」 電流!
(2)ボルト「V」 電圧 ⭕️
(3)オーム「Ω」 抵抗!
(4)ワット「W」 電力!
答えは、(2)
10.次の文は、アーク溶接機の垂下特性について述べたものである。正しいものを一つ選びなさい。
(1)アーク長が短くなると、溶接電流は増加する その通りや〜!しかし、電圧は下がるんや!
(2)アーク長が長くなると、溶接電流は増加する。 間違い!電圧は上がるが、電流は下がるが正解
(3)アーク長が変わっても、溶接電流の変化は少ない 間違い!アーク長で電流・電圧は変化する
(4)アーク長と溶接電流は関係がない
間違い!関係性があり、垂下特性とは、電流と電圧が逆になるんや
答えは、(1)
11.次の文は、可動鉄心型交流アーク溶接機の可動鉄心の働きについて述べたものである。
正しいものを一つ選びなさい。
(1)アークを安定にする働きがある。 間違い!🙅
(2)溶接電流の大きさを調整する働きがある。 正解!⭕️
(3)作業を安全にする働きがある 間違い!安全とは関係ない
(4)アーク長さを変える働きがある アーク長とは、関係ない 間違い🙅
可動鉄心は、交流アーク溶接機の中で、電気抵抗を操り、溶接棒と母材に流れる電流を調整してるんや!
答えは、(2)
12.次の文は、溶接機の出力側ケーブルの取扱について述べたものだる。正しいものを一つ選びなさい。
(1)ケーブルを長くすると、電流は流れやすくなる
🙅長いケーブルは、抵抗が大きく、電流は流れにくい
(2)ケーブルを巻くと、電流は流れやすくなる
🙅ケーブルを巻くと、抵抗が大きく電流は流れにくい
(3)ケーブルを細くすると、電流は流れやすくなる 🙅細いと電流は流れづらく、熱をもつ
(4)ケーブルを太くすると、電流は流れやすくなる
⭕️正解 配管内部の水と同じで、太い方が流れがいい
答えは、(4)
13.鋼の中に入っている元素について、次の文から正しいものを選びなさい。
(1)リン(P)がたくさん入っている 🙅入っているが、たくさんではない
(2)イオン(S)がたくさん入っている 🙅入ってはいるが、たくさんではない
(3)炭素(C)、マンガン(Mn)、ケイ素(Si)が、入っている ⭕️正解!
(4)鉛(Pb)がたくさん入っている 🙅5大元素!炭素、マンガン、リン、硫黄、ケイ素
答えは、(3)
14.JIS(日本工業規格)に定められた圧延鋼材のSS400、SM400の数値は、
材料の引張強さを保証したのもである。次の文のうち正しいものを一つ選びなさい。
(1)その単位は、1平方センチメートルあたりの引張強さを、
キログラムで示したもの(kgf/cm2)である
(2)その単位は、1平方ミリメートルあたりの引張強さを、キログラムで示したもの(kgf/㎜2)である
(3)その単位は、1平方ミリメートルあたりの引張強さを、トンで示したもの(ton/㎜2)である
(4)その単位は、1平方ミリメートルあたりの引張強さを、ニュートンで示したもの(N/㎜2)である
答えは、(4)
引張強度の単位は、(N/㎜2) 暗記問題やで〜 頑張ろう!
15.次の文は、溶接した後、溶接熱影響部が硬くなる原因について述べたものである。
正しいものを一つ選びなさい
(1)溶接すると母材の炭素が増えて硬くなる 🙅炭素は増えないわな〜!
(2)溶接すると、熱によって伸びたり、縮んだりして硬くなる 🙅収縮=歪み 硬くなるとは違う
(3)溶接すると、急に冷えることにより、焼きが入り硬くなる
⭕️正解! 急冷=焼入れ→硬化する!
(4)溶接すると、ゆっくり冷えることで硬くなる 🙅ゆっくる冷える=徐冷 硬化しにくい!
答えは、(3)
16.次の文は、予熱、後熱について述べたものである。間違っているものを一つ選びなさい。
(1)予熱とは、溶接する前に、溶接部を加熱することである ⭕️
(2)後熱とは、溶接した後に、溶接部を加熱することである。 ⭕️
(3)予熱、後熱は、母材が柔らかくなり割れが発生する
🙅が正解!柔らかくならないし割れとは関係ない
(4)予熱、後熱は、母材の硬化や割れの発生を防ぐことができる
⭕️硬化→割れやすくなるのは急冷が原因
答えは、(3)
17.次に文は、被覆アーク溶接棒に塗られている被覆材の役目について述べたものである。
間違っているものを選びなさい。
(1)アークを安定にする ⭕️
(2)溶接時間を短くする 🙅が正解! 時短とは関係なし
(3)ガスを発生させて、溶融金属を空気から保護する
⭕️ シールドガスを出して、空気の侵入を防ぐ!
(4)溶接金属の性質をよくする ⭕️脱酸作用があり、溶接金属=ビードの性質を上げる
溶接金属の性質を上げるとは、脱酸作用があり、酸素を抜いたり、化学反応で不純物の
除去をしているんやな!
なので、被覆材が剥がれている溶接棒では、溶接金属の性質を上ることはできない
答えは、(2)
18.次の文は、被覆アーク溶接棒の特性について述べたものである。間違っているものを選びなさい。
(1)低水素系溶接棒は、水素の発生量が少ないので、溶接部が割れやすい
🙅が正解!割れにくい!
(2)イルミナイト系溶接棒は、日本でつくらた溶接棒で、使いやすい ⭕️
(3)ライムチタニア系溶接棒は、アークが安定で、スパッタは少なく、スラグも取りやすい
⭕️ライムチタニア系(Z-44)は、ヒュームが少なく設計されているのも、特徴な!
(4)高酸化チタン系溶接棒は、アークが安定で、スパッタは少なく、薄板の溶接に適している ⭕️
答えは、(1)
19.次の項目は、低水素系被覆アーク溶接棒の乾燥温度について示したものである。
正しいものを一つ選びなさい
(1)70〜100度 🙅低い!
(2)100〜150度 🙅低い!
(3)150〜250度 🙅低い!
(4)250〜400度 ⭕️300度以上の乾燥温度は必要や〜!
答えは、(4)
20.次の文は、低水素系被覆アーク溶接棒について述べたものである。正しいものを一つ選びなさい。
(1)重要な構造物の溶接には使わない 🙅重要な溶接は、低水素系や! 使いまくるわ〜!
(2)割れやすい鋼の溶接には使わない 🙅割れやすい=硬い鋼に使うんやな〜
(3)割れやすい鋼の溶接に使われる ⭕️割れやすい=硬い母材に使われる
(4)溶接金属に水素がたくさん発生する 🙅水素の発生を少なくする=LB=LOW水素や!
答えは、(3)
21.次の文は、溶接の準備について述べたものである。正しいものを一つ選びなさい。
(1)開先についている油やペンキはそのままでよい 🙅水分、油分は、天敵や! 除去が必須や!
(2)開先を水で洗う 🙅水分は、ダメやで〜!
(3)ルート間隔は正しくとる ⭕️ 正しく正確に!開先加工をしようぜ〜
(4)板厚が厚い場合は、開先角度は狭くする 🙅厚板材の開先は、広くしないと、溶込不良となる
答えは、(3)
22.次の図は、溶接部の断面を示したものである。正しいものを一つ選びなさい。
(1)①は、ルート間隔という 🙅ルート面
(2)②は、ルート面という 🙅ルート間隙
(3)③は、開先角度という ⭕️
(4)④は母材という 🙅余盛
正解は、(3)
23.次の図は、すみ肉溶接部の断面を示したものである。脚長はどれか一つ選びなさい。
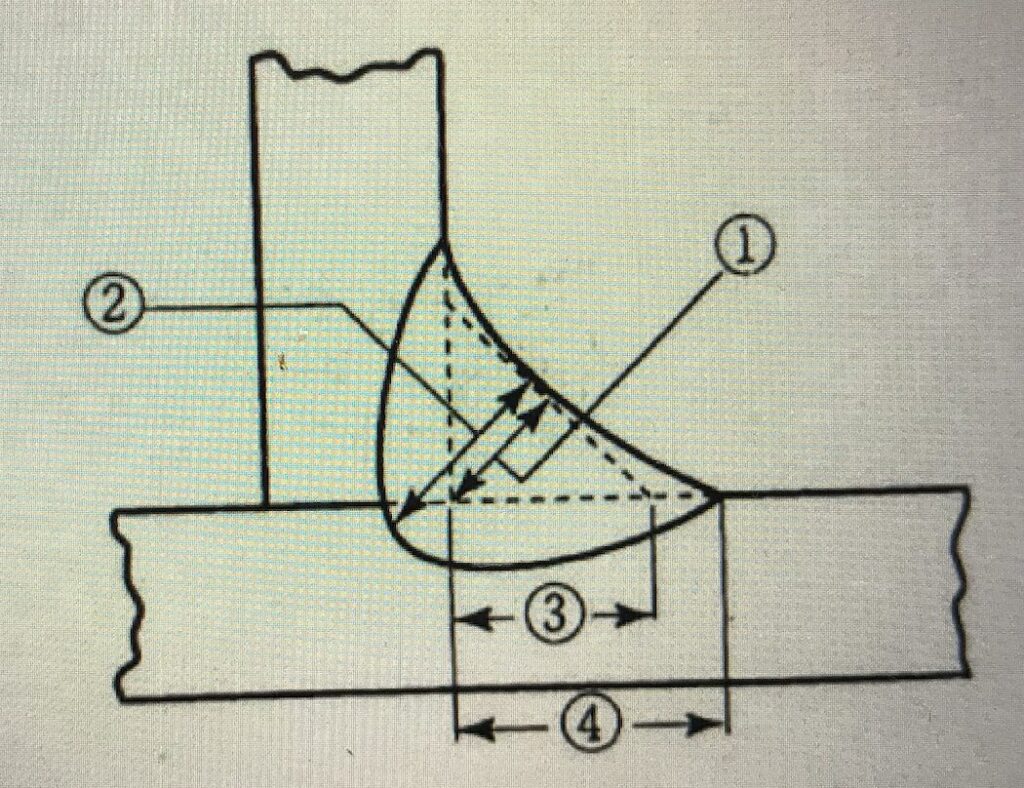
(1)①を脚長という 🙅理論のど厚=綺麗な2頭辺三角形は、理論的なのど厚
(2)②を脚長という 🙅実際の のど厚
(3)③を脚長という 🙅
(4)④を脚長という ⭕️ 短辺は、サイズ! 長辺が脚長!
答えは、(4)
24.下の図は、溶接継手に示したものである。正しいものを一つ選びなさい。
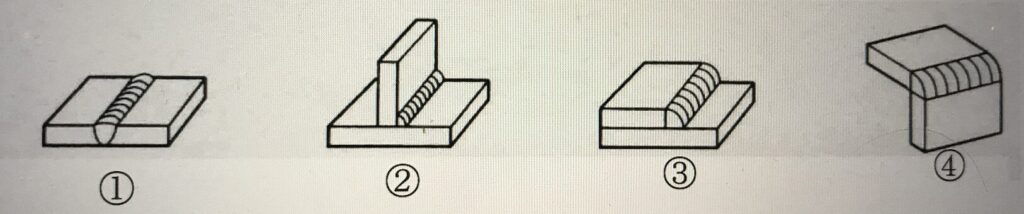
(1)①を突合せ継手という ⭕️
(2)②を付合せ継手という 🙅T継手
(3)③を突合せ継手という 🙅重継手
(4)④は、突合せ継手という 🙅角継手
答えは、(1)
25.次の項目は、下の図の突合せ継手の開先形状で、角変形(歪み)の生じやすい順に
並べたものである。 正しいものを一つ選びなさい。
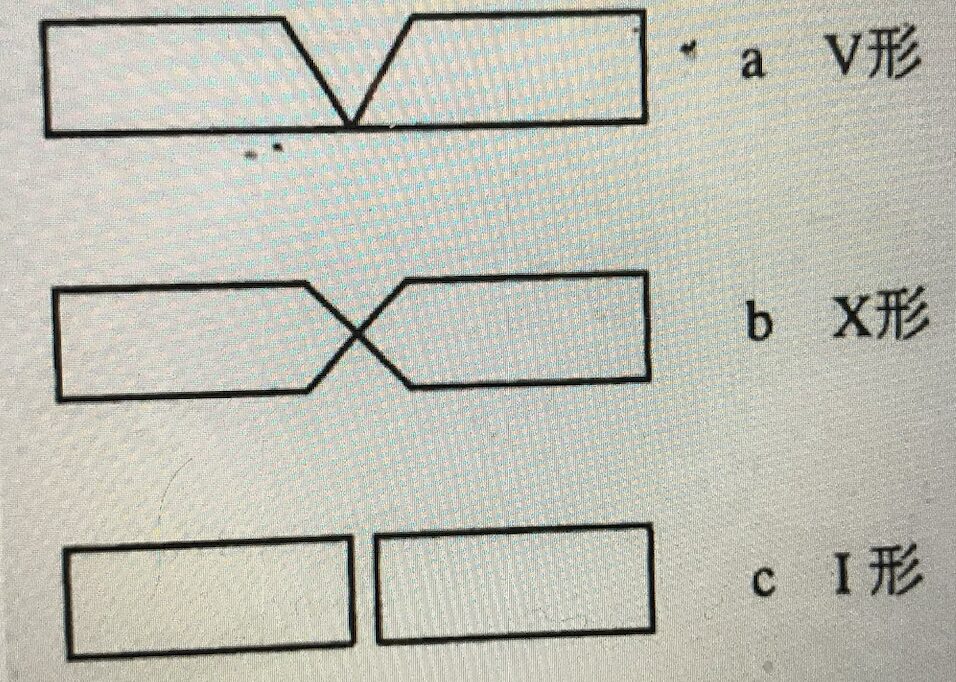
(1)a. c. b ⭕️
(2)b. a. c bは、X開先で両面溶接なので、溶接量は多いが、歪みにくい
(3)c. a. b cは、I形開先で、溶接量が少ないので、歪みは少ない!
(4)c. b. a 注意! 歪みは、溶接量と溶接方法で決まる
答えは、(1)
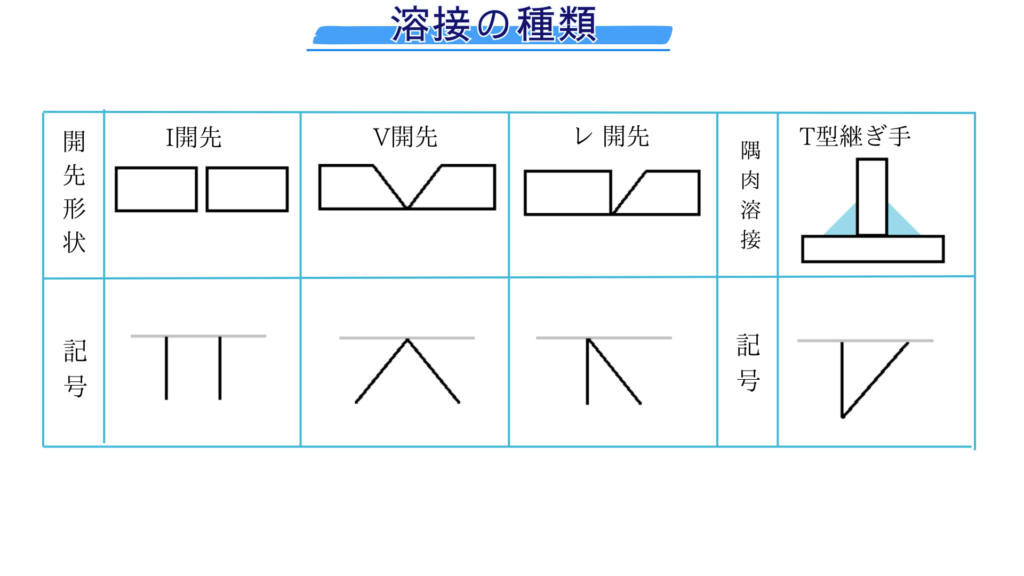
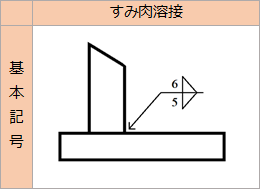
26.次の項目は、溶接記号と名称を示したものである。正しいものを一つ選びなさい。
(1)V:レ開先 🙅V開先
(2)レ:I開先 🙅レ開先
(3)▷:すみ肉 ⭕️ 三角が少し違うけど! 🙏 下の図で確認してや〜!
(4)🚩:工場溶接 🙅現場溶接
答えは、(3)
注記)実際の隅肉記号は、これや!
27.左の図((a)溶接記号の実形)を、右の図((b)実形)で示したものである。
(1)〜(4)の中で、正しいものを一つ選びなさい。
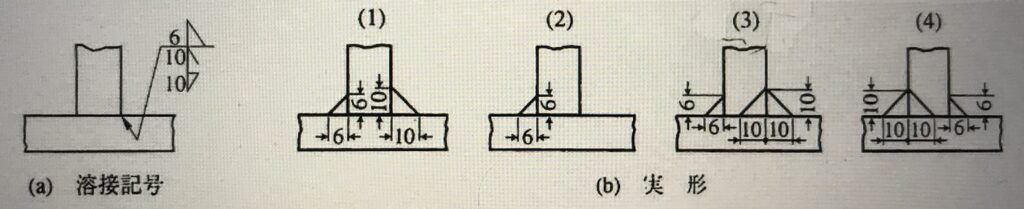
答えは、(3)
基線の下が=矢印側の溶接、基線の上は、奥側の溶接、開先は、V開先で下側なので矢印側の開先となる
28.次の文は、タック溶接(仮溶接)について述べたものである。正しいものを一つ選びなさい。
(1)タック溶接は、材料を仮組み立てするもので、順序は考えない
🙅付ける場所と順番が重要なんや!
(2)タック溶接は、欠陥があってもよい 🙅仮溶接でも欠陥はダメや〜!
(3)タック溶接は、決められたところにする ⭕️ 決められたところに、場所と順序が大切や!
(4)タック溶接(仮溶接)は、検査はいらない
🙅検査は、いるやろ〜! PTする必要ないけどな〜
答えは、(3)
29.次の文は、エンドタブについて述べたものである。正しいものを一つ選びなさい。
(1)溶接の始めと終わりに欠陥が出やすいので、エンドタブを使う ⭕️
(2)母材が固定でき、変形しないためエンドタブを使う 🙅変形しないためではない
(3)エンドタブを用いると作業がやりにくくなる 🙅作業効率が上がるんやな〜
グラインダーでの溶接形状の直し等がなくなるので、作業はやりやすいし、正確な溶接ができるんや!
(4)磁気吹きが発生するので使わない
🙅磁気吹は、磁気が原因で発生するアークの不安定現象のことや!
答えは、(1)
エンドタブの解説は、メーカーの動画を見れば、一発! これを見てみよか〜〜!
30.次の文は、溶接による変形を少なくするための方法について述べたものである。
間違っているものを一つ選びなさい。
(1)逆ひずみをつけて溶接する ⭕️ 溶接前に、逆側に歪ませておくと、溶接後の歪みはなくなるんや!
(2)拘束ジグを使って溶接する ⭕️ 歪み防止の拘束は、大事やで〜
(3)開先角度を大きくして溶接する 🙅間違いだからこれが正解!
開先角度を大きくすると、溶接量も増えるので、歪みやすくなるんや!
(4)母材の表・裏から溶接する
⭕️ X開先は、溶接量は増えるけど、両面溶接なので、歪み対策になる
答えは、(3)
31.次の文は、裏はつりの目的について述べたものである。正しいものを一つ選びなさい。
(1)母材の表・裏から溶接するときに、一層目の溶接は欠陥が入りやすいので、裏側からその欠陥を
取る作業をする。
⭕️正解やで〜 X開先の溶接で、裏表を溶接する時は、表側を溶接した後に、裏側から
ビードを削って、欠陥部を除去することで、溶接欠陥の発生を減らすんや!
これが、裏から はつるので、裏はつりや
(2)裏はつりをすると、溶接が難しくなる 🙅難しくはならないかな〜
(3)母材の表・裏側から溶接するときは、裏はつりは行わない
🙅裏表の両面を溶接するときに行うんや
(4)裏はつりの形や深さは関係がない 🙅形状も深さも、大切やで〜
答えは、(1)
32.次の文は、溶接による残留応力について述べたものである。正しいものを一つ選びなさい。
(1)残留応力が大きくなると、溶接部は強くなる 🙅残留応力は、溶接部を弱くするんや〜
割れの三要素の一つやったな〜!
(2)残留応力をなくす方法は、溶接した後に、熱処理をする ⭕️これが正解や!
(3)ジグを使って溶接すると、残留応力は少なくなる
少なくはならんわな〜! 固定すると歪みはしないが、残留応力は発生するんや!
歪もうとする力を、拘束治具が、歪まんように抑えてるから、反発して残留応力は、かかるんや!
(4)広い開先で溶接すると、残留応力はなくなる
🙅開先が広い=溶接量が多くなり、残量応力が増える
答えは、(2)
33.次の文は、余盛について述べたものである。正しいものを一つ選びなさい。
(1)余盛を高くすると金属疲労は起こさない
🙅余盛が高いと母材を引っ張る力が発生するんや!疲労の原因
(2)余盛を母材の厚さまで平に仕上げると、引張強度が弱くなる 🙅引張強度は関係ないかな〜
(3)余盛を大きくすると、変形は大きくなる
⭕️余盛が大きくなると、溶接量が増えるので、歪みも大きくなる
(4)余盛が少ないと弱くなる 🙅弱くなるのとは、違うかな〜
疲労強度とは、繰り返し受ける力に対しての強度のことで、余盛が大きいと耐える力が落ちる
答えは、(3)
34.次の文は、溶接でアンダーカットができる原因につて述べたものである。
正しいものを一つ選びなさい。
(1)溶接電流が低い 🙅電流が低いとオーバーラップとなる
(2)溶接電流が高い
⭕️電流が高いと、止端部が抉れて、窪みができる 凹みや窪み=アンダーカット
(3)溶接速度が遅い 🙅溶接速度が遅いと、余分なビードがオーバーラップして、隙間ができる
(4)アーク長が短い 🙅アーク長が短いと、溶け込みが深く、凸型のビードとなる
アンダーカットの原因とは、違うかな〜!
答えは、(2)
繰り返しとなるが、この図解やな!
35.次の文は、溶接でオーバラップができる原因について述べたものである。
正しいものを一つ選びなさい。
(1)溶接電流が高い 🙅 電流が高いと、アンダーカットの原因となる
(2)溶接電流が低い ⭕️ 電流が低いと、溶け込んでいないビードが、ラップして固まる!
このラップして、ラップしたところにできる隙間が、オーバーラップやな〜!
(3)溶接速度が速い 🙅溶接速度が速いと、アンダーカットの原因となる
(4)アーク長が長い 🙅アーク長が長いと、溶け込みが浅くなる オーバーラップとは関係なし
答えは、(2)
36.次の文は、溶接部に生じる欠陥いついて述べたものである。正しいものを一つ選びなさい。
(1)アンダーカットがあると溶接部は強くなる 🙅強くはならんな〜!割れの原因となるよな〜!
(2)溶込不良があると、溶接部は強くなる
🙅強くはならんな〜!割れの原因となり弱くなるやろ〜!
(3)割れがあると、溶接部は弱くなる ⭕️ 割れがあったら、あかんやろ〜! 弱くなるわ〜
(4)オーバーラップがあると、溶接部は強くなる
🙅ラップは、欠陥やからな〜強くはならんわ〜!
答えは、(3)
37.溶接割れ(低温割れ)のできやすい材料を溶接する場合、次の文から正しいものを選びなさい。
(1)予熱、後熱はしない 🙅 予熱と後熱は、行った方がいいわな〜
予熱・後熱の役割は、水分の除去! 急冷防止!=硬化防止 残留応力の軽減!
(2)十分乾燥した低水素系溶接棒を使う ⭕️ 乾燥温度は、300度以上な!
(3)材料を水で濡らして溶接する 🙅水分は、天敵やって〜!
(4)材料を拘束して溶接する 🙅拘束は、歪み対策で必要やけどな〜!
微妙〜やけど! 拘束することは、残留応力を増やすことにつながるので、🙅やな〜!
答えは、(2)
38.次の文は、溶接の欠陥を調べる方法について述べたものである。正しいものを一つ選びなさい。
(1)外観試験ではアンダーカットやオーバーラップは、見つけられない 🙅見つけれるやろ〜
(2)表面および裏面の割れなどは、曲げ試験ではわからない 🙅わかるわ〜!
表面の割れは、曲げてみれば、一発でわかるで〜! 傷があったらズバ〜〜っと、割れるからな〜!
(3)溶接金属内部のブローホールやスラグ巻き込みは、X線透過試験(レントゲン)で検査する
⭕️ ブローホールなどの内部欠陥は、内部検査(エコーやレントゲン)で、
検査すれば、わかるんやったな〜
(4)融合不良や溶込不良は、超音波探傷試験ではわからない
🙅 わかるで〜! 超音波試験(エコー)は、内部検査だったな〜
答えは、(3)
39.次の試験法の中から正しいものを選びなさい。
(1)超音波探傷試験では、欠陥の位置はわからない 🙅わかるで〜 位置や深さもわかるで〜
(2)X線透過試験(レントゲン)では、フィルムが置けないところでは
試験ができない
⭕️ レントゲンの欠点でもあるんやったな〜! スペースが必要なんや!
(3)磁粉探傷試験は、磁石につく材料はできない
🙅磁気がある材料でないと検査できんのや!ステンレスなどの磁石にくっつかない材料は試験できんのやな〜
(4)浸透探傷試験では、表面の欠陥を見つけることができない 🙅表面の検査しかできんわ〜!
答えは、(2)
40.次の文は、曲げ試験法について述べたものである。正しいものを一つ選びなさい。
(1)曲げ試験には、表曲げ、裏曲げ、側曲げの3種類がある ⭕️ 3種類あることを覚えておこう!
(2)曲げ試験では、試験片を90度に曲げる 🙅U字に曲げるんや!
(3)曲げ試験では、引張強度がわかる 🙅引張強度は、わからんな〜!
(4)曲げ試験は、非破壊試験である 🙅実際に曲げて破壊して確認するので破壊試験やで〜!
答えは、(1)
41.次の文は、溶接作業をするときに注意することを述べたものである。正しいものを一つ選びなさい。
(1)狭いところで溶接する時は、一人でする 🙅 一人作業は、厳禁や!
(2)高いこところから物が落ちやすいので、落とさないようにする ⭕️ 常識やで〜
(3)作業場を離れるときは、電源を切らない 🙅 必ず切ろうな!
(4)燃えやすいものを作業場に置く 🙅燃えやすい物は厳禁やで〜! 塗料やシンナーは厳禁や!
答えは、(2)
42.次の文は、溶接作業の服装について述べたものである。正しいものを一つ選びなさい。
(1)木綿(コットン)製の作業服を着る
⭕️燃えにくい=木綿やな! ポリエステルやビニールは、NG!
(2)油のついた作業服でも良い 🙅油は、燃えるで〜
(3)ポリエステル製の作業服を着る 🙅ポリエステルは、燃えやすいで〜!
(4)ナイロン製の作業服を着る 🙅燃えるで〜
答えは、(1)
43.次の文は、自動電撃装置について述べたものである。正しいものを一つ選びなさい。
(1)自動電撃防止装置は、安全装置である ⭕️ 電撃防止装置は、感電対策やったな〜!
無負荷時(溶接をしていない間)の電圧を下げて、電気が流れにくくしてるんや!
(2)自動電撃防止装置は、高いところで溶接する時は使わない 🙅どこでも使おう!
(3)自動電撃防止装置は、狭いことろで溶接する時は使わない 🙅どこでも使おう!
(4)自動電撃防止装置は、作業前に点検しない
🙅作業前点検は、必須な!壊れてたら感電するで〜
答えは、(1)
44.次の文は、保護具について述べたものである。正しいものを一つ選びなさい。
(1)溶接したばかりの溶接部を見る時は、保護メガネをしない 🙅熱いスパッタが飛んでくるで!
(2)タック溶接(仮溶接)をする時は、脚カバーや皮手袋は使わない 🙅溶接する時は、使おうよ!
(3)溶接する時は、保護面を使う ⭕️ 常識やで〜! 角膜が壊されて、辛い目に遭うで〜!
(4)溶接する時は、軍手(綿の手袋)を使う 🙅 皮手がベストやな〜!
答えは、(3)
45.次の文は、溶接作業におけるヒュームにつてい述べたものである。正しいものを一つ選びなさい。
(1)溶接するときは、タオルを顔に巻いてする 🙅 タオルは、🙅やで〜
(2)溶接するときは、防塵マスクを使用する ⭕️ 常識やで〜!
(3)ヒュームを吸い込んでも体に影響はない
🙅ヒュームの正体は、金属粉やで〜!病気の原因になるで〜
(4)ヒュームが舞い上がるので、換気はしない
🙅換気して、新鮮な空気と入れ替えるのがベストやで!
答えは、(2)
46.次の文は、溶接作業について述べたものである。正しいものを一つ選びなさい。
(1)換気の悪い場所で溶接作業する時は、送気マスク(エアラインマスク)を使う ⭕️ ベストやな!
(2)炭酸ガスを使用する溶接作業は安全である 🙅安全ではないよ!
タンク内での炭酸ガスの作業は、酸素濃度を下げるので、危険やで〜! 換気をしようぜ〜!
(3)狭い場所で作業するときは、酸素を送りながら作業する 🙅酸素ではなく、空気がいいね〜
(4)狭い場所での作業では、酸素濃度は測らない 🙅タンク内などでは、酸素濃度が重要やで〜
酸素濃度が低いと、一発で死んでまうからな〜! 超超超!重要やで〜!管理監督者は、知識入れとこな!
厚生労働省 職場のあんぜんサイト

答えは、(1)
47.次の文は、夏場の溶接作業について述べたものである。正しいものを一つ選びなさい。
(1)夏場は、熱中症が起きやすいので水分を取る ⭕️ 夏場でなくても、水分補給は、重要やで〜!
(2)夏場は、半袖の作業服でする 🙅火傷するで〜
(3)夏場は、暑いので脚カバーや腕カバーの保護具はつけない 🙅保護具の着用は良いか!
(4)夏場は暑いが、粉じんが舞い上がらないように部屋を締め切る 🙅換気は重要やで〜
答えは、(1)
48.現場で溶接作業要領書に代わって使われるものはどれか、正しいものを一つ選びなさい。
(1)品質マニュアル 🙅
(2)溶接作業指示書 ⭕️ 作業要領書の代わりやから〜 作業指示書に従おう!
(3)溶接検査要領書 🙅
(4)安全確認書 🙅
答えは、(2)
49.溶接入熱の計算について必要なものはどれか、正しいものを一つ選びなさい。
(1)アーク電圧、溶接速度、パス間温度 🙅 入熱量は、電力(電圧×電流)➗溶接速度で計算される
(2)アーク電圧、溶接速度、溶接電流 ⭕️ その通り! 入熱量=電力(電圧×電流)/溶接速度
(3)アーク電圧、溶接電流、パス間温度 🙅 パス間温度は、関係なし!
(4)溶接電流、溶接速度、パス間温度
🙅パス間温度とは、各溶接層が終わった時点での母材の熱影響温度
答えは、(2)
入熱温度とパス間温度に関しては、重要やから、この図解で、解説しとくで〜!
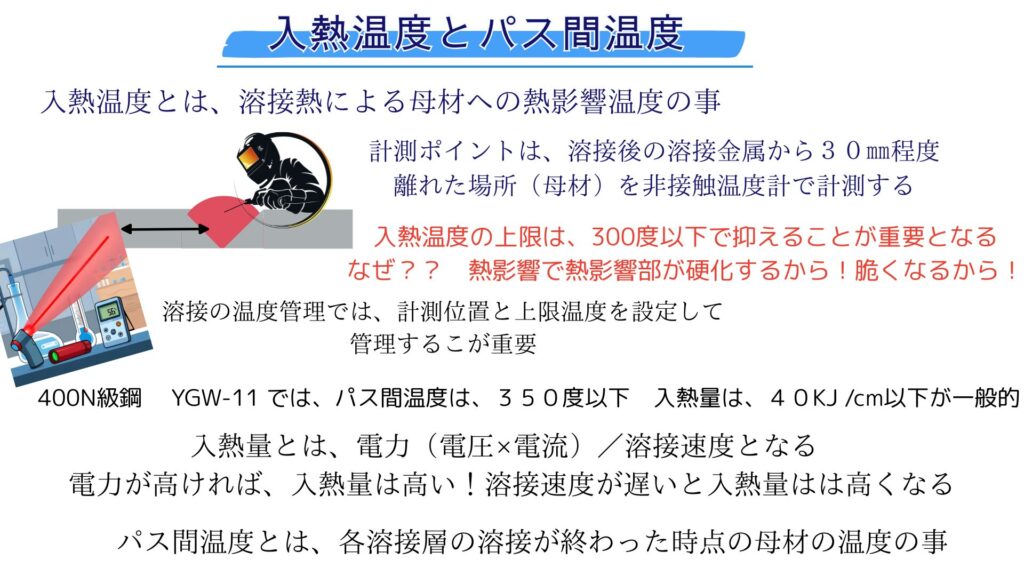
溶接を管理する監督は、入熱量の規定値を決めて管理することが重要やで〜
一般的な値があるので、覚えておこう!
半自動溶接では、電力(電圧×電流)を、どのようなスピードで、溶接するかで、入熱量が決まるんや!
電気をバカ高く設定して、めっちゃゆっくり=遅く 溶接していると、入熱量は爆上がりして
その結果、母材の靱性が落ちて、脆くなるんや! また、引張強度も落ちるんや!
もう一つは、パス間温度の管理やな! 各層の溶接が終わった後に、溶接金属の近くを
温度計測することで必要以上の母材への熱影響を抑えることができるんや!
多層盛りで溶接する場合は、早く終わらせようと、熱影響を考慮しないで、溶接してしまうと、
母材への熱影響が上がり、これも硬化して、靭性が落ちるんや! 温度が上げれば、時間を空ける!
あと、1層目の溶接の後、ビードの形状を整えようと、グラインダーでビードを削り、補修溶接を
繰り返すと熱影響が高くなることで、脆化することがあるんや!
なので、ガウジングやグラインダーでの形状補修後の温度も重要で、2層目の溶接前に、
パス間温度を測定して、母材の温度を把握する必要があるんやで〜〜!
急がば回れやね〜! 温度が高すぎると、待て🫷やで〜!
溶接職人は、母材への熱影響のことは、常に頭に入れておく必要があるんやで〜!
サーモクレヨンを準備して、パス間温度が、規定値を超えてないか判断することが、重要や!
サーモクレヨンとは、温度測定の道具で、クレヨンを溶接の熱影響部に当てることで、温度がクレヨンの
規定値以上ならクレヨンが溶けて、煙が出るように設計されてるんや!
温度が高いか、低いかを判断するんやで〜!
50.溶接前に行う検査はどれか、正しいものを一つ選びなさい。
(1)非破壊検査 🙅 溶接の後やろ〜
(2)外観検査 🙅溶接の後よね〜
(3)裏はつり検査 🙅表溶接してからの、裏はつり後やろ〜
(4)開先検査 ⭕️ 開先検査は、開先加工後、溶接する前に行う検査やで〜〜!
答えは、(4)
どうやった〜??組立君
難しいと感じたか〜??
簡単ではなかったんですが、監督の即解説が、いい感じでした〜!
これを繰り返せば、何とかなる気がします!
これで、学科試験は、パスできそうです。あとは、問題の実技試験ですね〜
よっしゃ!次は、実技試験の解説やな〜!
試験までの概要を含めて、実技試験の概要を解説するで〜
期待しといてや〜!