
この記事は、下記の質問にお答えしています。
- 溶接資格とは
- 特別教育と溶接技能者資格との違いとは?
- 特別教育、技能講習、免許 どう違うの?
- JISの溶接技能資格とは?
- 溶接とボルト接合のメリット・デメリットとは?
- 溶接歪みとは、どうやって起こるの?
- 残留応力って何?
- 溶接の熱影響は? 溶接構造物にどんな影響があるの?
- 溶接継ぎ手とは? どんな継ぎ手があるの?
- 溶接の種類とは、隅肉溶接とは、どこを溶接するの?
- 開先溶接とは?
- 溶接欠陥と溶接不具合とは?
- 溶接欠陥の種類とは?
監督〜
今回は、溶接に関しての解説なんですね! 楽しみにしていました。
これまでに鋼材の知識、熱処理の知識を学んできましが、
溶接が与える製品への熱影響に関して、学んでいきたいです。
よっしゃ! やっと、溶接の解説ができるやないか〜
ところで、組立君は、溶接作業をやったことあるんかいな〜?
はい! 高校の授業で溶接作業をやったことがあります。
上手くできなくて、上達したいとは思っています。
溶接の資格も取りたいと思っていますが、概要もわかっていません。
よっしゃ! 今回は、溶接の知識面を解説していくで〜
もちろん、現場で役立つ知識と技術満載でいくで〜
溶接資格に関しても、解説しようと思っとるんや〜
では、早速解説行くで〜
レベル1 溶接資格とは? 特別教育と溶接技能者資格の違い
溶接をするのに、資格は必要かってところから解説いくで〜
結論から言うとやな〜 会社の工場や工事現場で溶接を行う場合は、
特別教育を受ける必要があるんや!
DIYなんかで、家庭で行う場合は、溶接資格は、必要ないんや!
要は、国が定める労働安全衛生法に、(これは、労働者のための法律な!)
「事業者は、危険な作業に従業員をつかせるには、特別な教育を行わなければいけない」と
あるんや! これは、国が会社側に、言っとることな! 違反したら、もちろん罰則もあるで〜
資格について、詳しく解説するとやな〜
特別教育、技能講習、免許と、3種類あるんや! これは、上下関係があって、
特別教育 < 技能講習 < 免許 の関係になっとるんや!
例えば、移動式クレーンの資格では、
吊り上げ荷重が、1t未満の作業なら 特別教育を受ける必要があり、
1t〜5t未満なら 技能講習を受ける必要があり、
5t以上なら 免許の取得が必要となるんや!
もちろん、吊り荷の重さによって、危険度が上がるから、上の資格が必要となるんや!
特別教育も技能講習も講義が終わってから試験があって、それに合格する必要があるが、
免許とは違い、比較的簡単に取得できるんや!
溶接作業は、「アーク溶接機を用いて金属の溶接、溶断等の業務」とあるので、
危険が伴い、これまでにも事故が起こっているので、特別教育を受ける必要があるんや!
国に認められた機関(免許センターやコマツやCATなどの講習センターなど)で、
3日間で、21時間の講習を受ける必要があり、費用は、27,000円程度必要やな!
講義の内容は、溶接作業には、危険が伴うので、アークの光やヒューム(有毒なガス)に
関しての危険予知的な安全面の知識の内容がほとんどで、技術的な内容は、ほとんどないんや!
この特別教育を受けることで、被覆アーク、半自動溶接、TIG溶接、プラズマ切断、ガウジング作業を
行うことができるんや! まあ、作業が上手になるって言うよりも、作業に伴う危険に関しての知識が
身に付くって言う方が、いいと思うで〜、溶接作業の腕とは、別の話やな〜
若い職人で、勘違いしている人がいるけど、JISの溶接技能者資格がないと溶接してはいけないと
思っている人もいるけど、これは、勘違いやな〜
溶接技能者資格は、とても難しい資格で、学科と実技があるんや!
溶接って言っても、被覆アーク溶接や半自動溶接、TIG溶接があり、下向き、縦向き、横向き、上向きと
溶接姿勢によって難易度が違い、試験も違うんや!また、板厚によっても試験が違うんやで〜!
ちなみに板厚は、薄板3.2㎜、中板9㎜、厚板19㎜の試験があり、鉄板の突き合わせ溶接で、
裏板あり、なしの2種類があるんや! 施工方法も突き合わせ溶接だけでなく、隅肉溶接があり、
鉄板だけでなく、配管の突き合わせ溶接もあるんや〜 もう試験の多さだけでも、とんでもないで〜
これらの溶接技能者資格が必要となるのは、例えば、造船や化学プラントなどでは、発注仕様によっては
JISが定める溶接技能者資格を取得している技能者の作業が必要とか、技能者による管理が必要とか、
明記されていることがあり、それに従うなら、溶接技能者資格が必要とされているんや!
また、溶接職人を志す者にとっては、登竜門的な感じで、一度は受けて、合格することで、
技術の向上につながる意味合いもあるんや! この資格認定には、3年の有効期間があり、
3年ごとに更新の再試験があるほどや、やはり、腕は磨いてないと落ちるもんやし、
高齢で目が悪くなる場合もあるから、合格者に対して、資格の認定には、有効期限があるんや!
車の免許と同じやな〜! 視力が落ちると、溶接はできるが、品質は落ちるもんなんや!
目が悪いと、溶接の腕が落ちるのって?ほんまかいな〜?って思うかもしれんけどな〜
溶接する時に、しっかり見ることが、結構重要やねんな〜
これについては、また詳しく解説するで〜!!
監督〜
高校で、溶接の特別教育を受けましたが、知識だけで、技術の上達はできそうも
なかったですね。もっと、練習させてもらいたかったんですが…
なので、今でも上達してません!
溶接の技能者資格にチャレンジしたいのですが、やはり難しそうですし…😢
先ほどの講義でも、試験の多さにびっくりしているし、試験に関しての知識も
合格するだけの技術もないので、やはり、無理かな〜って思ってます〜
諦めるのは、まだ早いで〜! 組立君!
この講義では、知識も技術も得られるように、バコ〜んと解説するで〜
お願いしますぅ監督〜〜
しかし、既に、わからないワードが出てきています😭
板厚に関して、難易度が違ってくるんですか?
突合わせ継ぎ手?隅肉溶接って?何ですか?どんな違いがあるんですか?
裏板なし、ありって? 何がないんですか〜?
溶接に視力が関係あるんですか〜?
もう既に、挫折しそうです〜
わかるわ〜 組立君! 知らない言葉が、ボ〜ボ〜出てくると
頭が、パニックになってしまうわな〜、俺もそうやわ〜
すまんかった! 組立君にとっての未知語(知らないワード)を
解説なしで、出してもうたな〜 堪忍やで〜
でも、心配いらんで〜
組立君でも溶接技能者資格取れるように、
ここから、バチコ〜んっと解説いくで〜

レベル2 溶接のメリット、デメリット
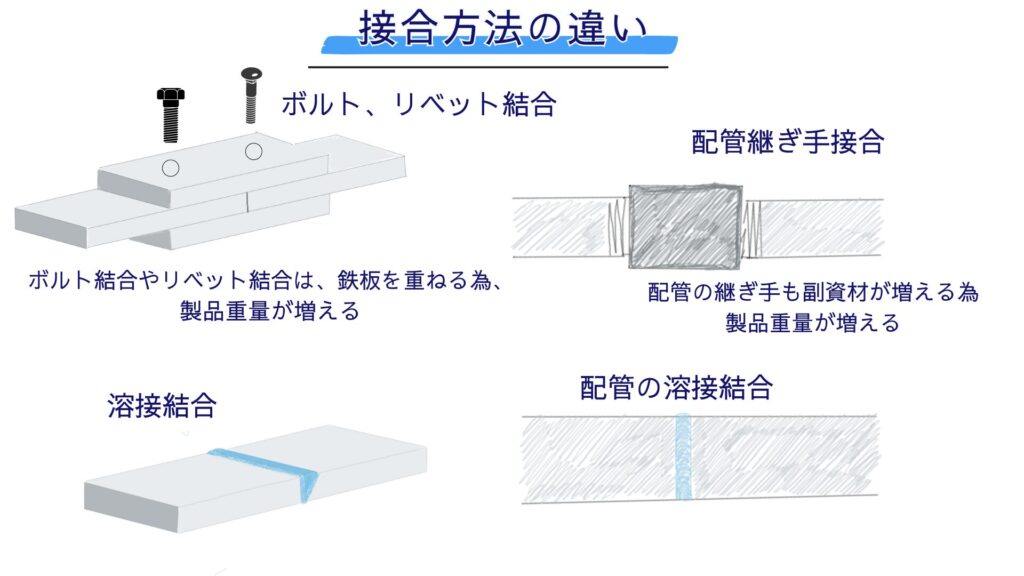
まずは、溶接のメリットとデメリットを、溶接結合法と機械的接合法で、比べてみよか〜
機械的接合法とは、ボルト結合やリベット結合、配管では、ねじ込み式結合なんやで〜
ボルト結合やリベット結合は、鉄板を重ねて、繋ぎ合わせるので、製品の重量が重くなるんや!
配管の継ぎ手でも、機械的接合では、ニップルなどの繋ぎ部材が必要になるので、
重量が重くなるんやな〜 こんな感じやな!
溶接のメリットとデメリットを下記の表で示すで〜
こんな感じやな〜
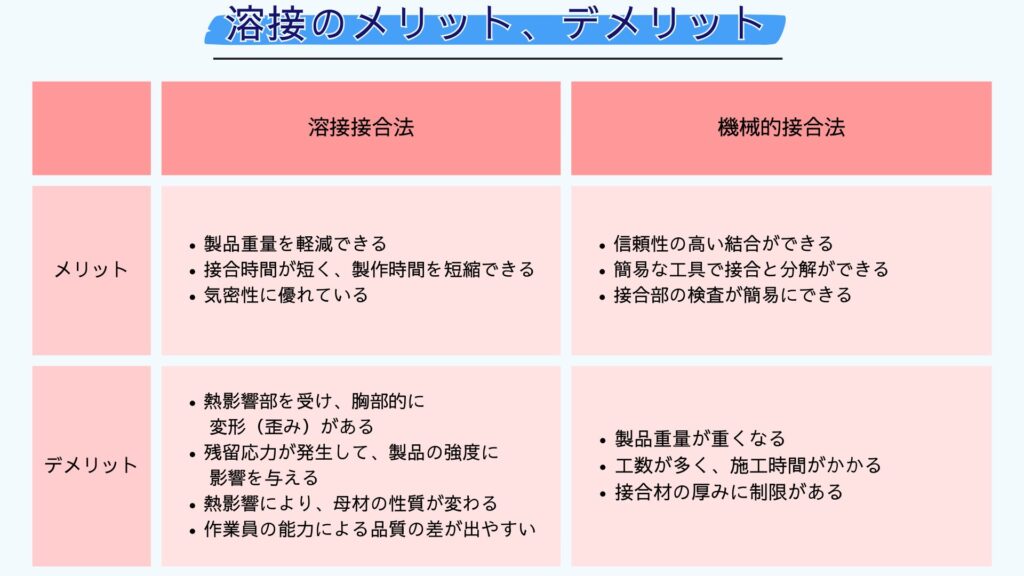
溶接のメリットとデメリットをここでは、強調していくで〜
機械的接合方については、ボルトの知識が必要で、かなり奥が深いので、ボルト接合のメリットに
関しては、別の機会に詳しく解説するで〜 期待しといてや〜
機械的接合は、重ね合わせる部材の重量やボルト材の重量が
必要となるので、機械的接合の製品重量は、溶接接合より、重くなるんや!
それに、鉄板に穴を開ける作業が必要だったり、配管なら、ねじ切り加工が必要となるので、
全体の作業工数も溶接の方がメリットがあるんや!
それに、ねじ込み式の配管の接合より、溶接の方が、気密性には強いんや!
ねじ込み式だと、緩みがあり、気密性が保てないケースもあるやろ〜
溶接の方が、一度完璧に溶接してしまうと、気密性がいきなり落ちることはないんや!
しか〜し、溶接には、作業者によって、力量の差で、溶接欠陥がある場合は、
気密性が悪くなることもあるから、そこは、デメリットでもあり、腕の差が、品質の差になるんや!
ねじ込み式の配管接合では、技量の差は、出にくいんやな〜
メリットも多い溶接結合やけどな、重要なんは、溶接結合のデメリットの方で、詳しく解説いくで〜!
まず、局部的に熱影響を受けるので、変形(歪み)が起こるんやな〜
入熱に関して、鉄の熱影響に関しては、下記の記事で詳しく解説してます。
溶接のデメリットは、3つあると思うんや〜
1、溶接歪み(熱影響)
2、残留応力の悪影響
3、溶接欠陥(作業者の技量の差による品質の影響)
まずは、溶接歪みと残留応力について、解説行くで〜
レベル3 溶接歪みと残留応力
まずは、溶接歪みからやな〜
これについては、百聞は一見にしかずやな〜 これを見てみようか〜

2枚の鉄板を並べて、仮溶接(タック溶接)を行っている写真や!
仮溶接は、タック溶接とも言われ、溶接材料を使って、本溶接前に、仮の固定を行うことや!
この時点でも既に曲がっているのがわかるやろ〜(右側が浮いてる)

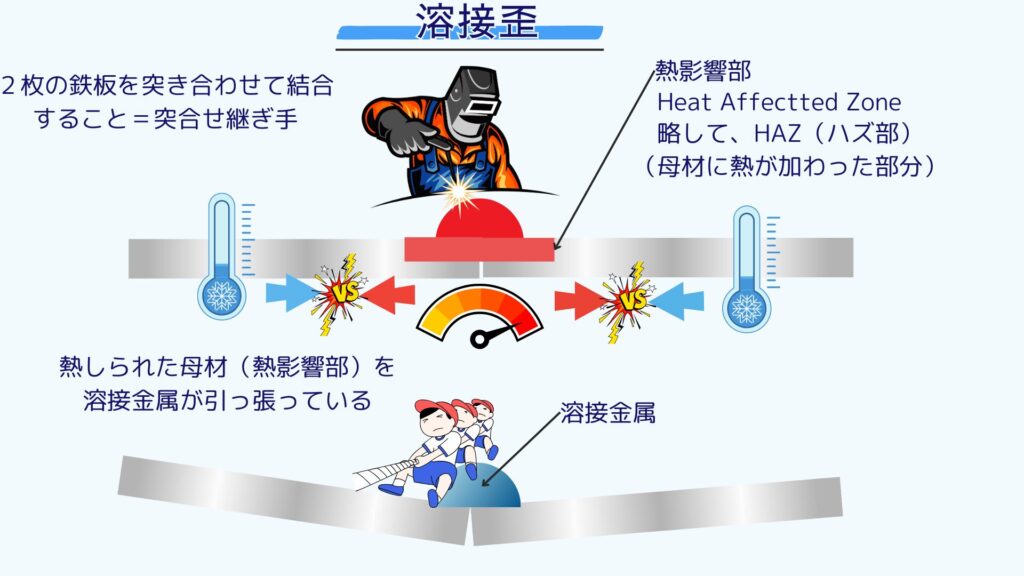
2つの鉄板を重ねることなく、繋ぐ継ぎ手を突き合わせ継ぎ手って言うんや!
これを本溶接するとやな〜 こんな感じになるんや!

2枚の鉄板が溶接で繋がれたけど、V型に変形してるのがわかるやろ〜

これが、溶接歪みやな! 約4度傾いてるんや!
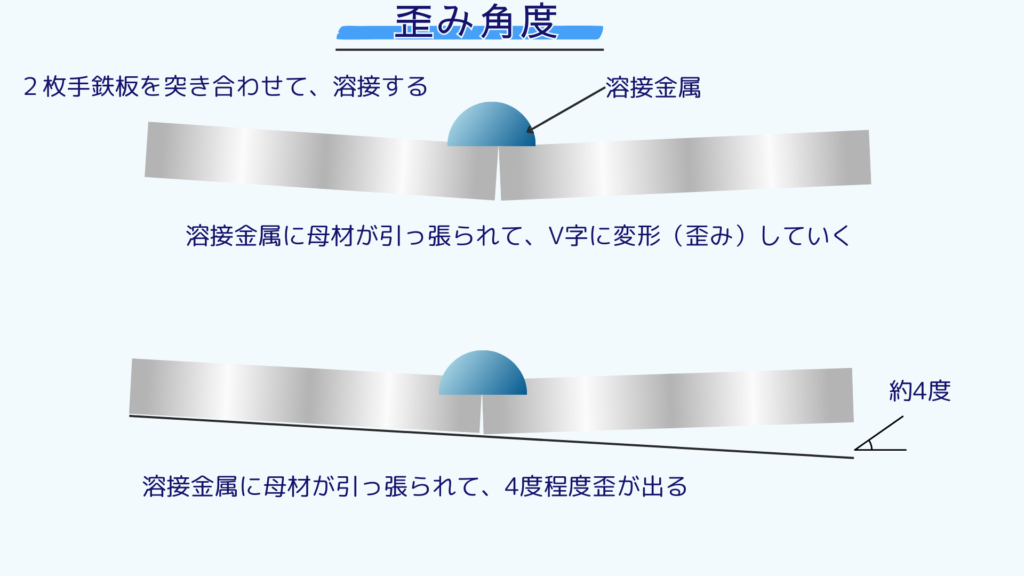
鉄に熱を与えると、膨張するんやったな〜
この曲がってしまう現象は、溶接の熱で、一度、膨張した熱影響部が、冷める過程で、溶接金属に
引っ張られておこる現象なんや!
「鉄は熱いうちに打て」って言うけどな〜

熱々の状態だと、変形させやすいのは、理解できると思うけど、溶接中の状態と同じことなんや!
要は、溶接熱で、熱々の熱影響部が、冷めて縮んだ溶接金属に引っ張られる感じやな!
2つの鉄板を重ねることなく繋ぐことを、突き合わせ継ぎ手って言うんや!
覚えとこうな! 本題に戻るで〜
溶接中は、溶接熱の影響で母材の一部は、熱々になるけど、この部分を熱影響部って言うんや
Heart Affected Zoneとも言われて、略して、HAZ=ハズ部やな!
母材の熱影響部以外は、冷たいので、熱影響部は、膨張しようとするけど、
冷たい母材に、膨張を止められている状態になっとるんや! これは、拘束されてるのと
一緒の状態やで、鋼材の熱影響の解説でやったやつや! 固定されてて、動けない状態やな!
この状態(溶接中)では、変形(歪み)はないけどな、溶接金属と熱影響部が冷めていく過程で、
溶接金属に引っ張り合いで、母材が負けて、変形(歪み)が出るのが、溶接歪みのイメージや!
(溶接金属とは、溶接材料と一部の母材が溶けたもので、中央の丸いやつやで〜)
違う継ぎ手で、解説いくで〜


鉄板をT型に重ねて、結合する継ぎ手をT継ぎ手って言うんや!
その隅っこを溶接する方法を、隅肉溶接って言うんやで〜
仮溶接(タック溶接)してるけど、今度は、溶接面ではなく、溶接面の横を仮溶接してるんや!
溶接面とは、これから本溶接する場所(面)のことや

溶接面を溶接すると、こんな感じや!歪んでいるのか、確認してみよう

直角の確認してみたけど、歪みはないようやな〜!
ここで、T型を維持する=歪まないようにするには
どうしたらいいのか、考えてみよう
どうや〜 組立君!
仮溶接と同じくらいの本溶接だと、仮溶接に負けないから
変形しないんじゃないですか〜??
それと、溶接面の逆側に仮溶接すれば、本溶接に負けないんじゃないですか??
ビミョ〜〜な答えやけどな〜!
ポイントは抑えてるやんけ〜 いい感じやで〜 でもな〜
溶接面の逆側に仮溶接と同じ感じで、本溶接すると
ただの両側の仮溶接の状態じゃないんかいな!
要は、本溶接に負けてしまう拘束=仮溶接だと、変形してしまい、正確な製品にはならないんやな〜
だから、T継ぎ手の場合は、溶接面ではなく、継ぎ手の両サイドを確実に仮止めしておくと
歪みは防げるんや!
わかりました〜〜!
さっき見た拘束治具で、カチカチに固定した状態で、本溶接すれば
歪まないんじゃないですか??
その通りやな〜
歪み対策として、拘束治具で、固定する方法があるんやな〜
それと、拘束治具と同じように、部材によって、拘束する方法もあるんや!
こんな感じや!

2枚の鉄板を重ねないで繋いでいるので、突き合わせ継ぎ手で、拘束治具で固定されてるんや!

溶接後、十分に冷却されて、完全に冷めた状態で、拘束治具を外したんやで、
こうすることで、製品の品質は保たれるんや! 歪みはではないんやで〜
あとは、他の鉄板で、固定する場合や!

溶接面の逆側に、引っ張られないように、3枚目の鉄板を仮溶接して、固定してるんや!
この状態で、溶接しても、きちんと固定できているので、歪みはでないんや!


しかしな〜!ここで重要なポイントは、拘束はされて変形してないけどな〜歪みの力はかかってんねん!
では、溶接によって、歪もうとした力は、どこにいくかって事なんや!
答えは、内部に残るんや! それが、残留応力や!
形状に変化はなくても、内部に力は掛かっているっちゅうこっちゃ!
溶接構造物の強度に関わってくるんや!

この図解は、T継ぎ手で、左は、両側を溶接した隅肉溶接、中央は、左側を溶接したもの
右側は、右側だけを溶接した構造物として、左側からハンマーで力を加えると、どれが溶接構造物として
強度があるのかって問題なんやけど、答えは、残留応力がかかっている側からの力には強いが、
残留応力に引かれている方向への力には、めっちゃ弱いんや!
左側から叩かれると、「パッキィ〜〜ん」と、溶接金属が、割れてしまうんや!
これは、重要なポイントやで〜
それと、仮溶接(タック溶接)は、製品の品質には、めちゃくちゃ重要なことが、わかるやろ〜
要は、仮溶接でも歪みが出るので、仮溶接の場所、仮溶接の溶接量、本当に重要なんや!
仮溶接量は、先ほどの溶接の勝ち負けがポイントで、負けた方に歪んでいくんや!
監督〜
溶接歪みが出るイメージができましたよ〜
拘束治具での固定や他の部材で固定することが重要なんですね。
あと、仮溶接で歪まないように固定するには、仮溶接の量と場所が
重要なポイントになることがわかりました〜
でも、突き合わせ継ぎ手で、4度必ず歪が出るなら、元から4度の角度を
付けておいて、溶接すると、元の0度で、水平を維持できるんじゃないですか〜??
その通りやで〜!!
めっちゃナイス👍な、ポイントやで〜
溶接歪みが出ることを、想定して、本溶接までに逆に歪ませておく事を
逆ひずみって言うてな〜、本溶接で歪む角度を、最初から付けておくことで、
歪んで、元に戻ったときには、残留応力はなくなるんや!
製品としての品質も保てるんや!
溶接金属は、ひっぱりつくして、力を使い果たした状態となるんや!
ファインプレー的な意見やな〜
次回の中級編で、実際に逆歪みを実践して見せるで〜
次に熱影響に関して、解説しとこうか〜
レベル4 溶接の熱影響
組立君〜
鉄の熱影響についてなんだが!
鉄は何度になると、組織変化(変態)を始めるんやったかな〜??
え〜えっつと!ですね〜!
鋼材編で、解説していただいたような〜
答えは、727度なんやな〜
鋼材編の上級編で解説しとるやないか〜〜💢
鉄は727度を境に変態を始めるんやったな〜!
変態とは、組織変化の事で、オーステナイト組織になるんやったな!
オーステナイト組織から徐冷(ゆっくる冷める)されると、
元のフェライト組織に戻り、急冷されると、マルテンサイト組織に
なってしまって、硬い組織になって、脆くなるんやったな〜
鉄の熱影響と組織変化(変態)に関しては、下記の記事で詳しく解説しています。
溶接中の熱影響に関しては、この図解やな〜
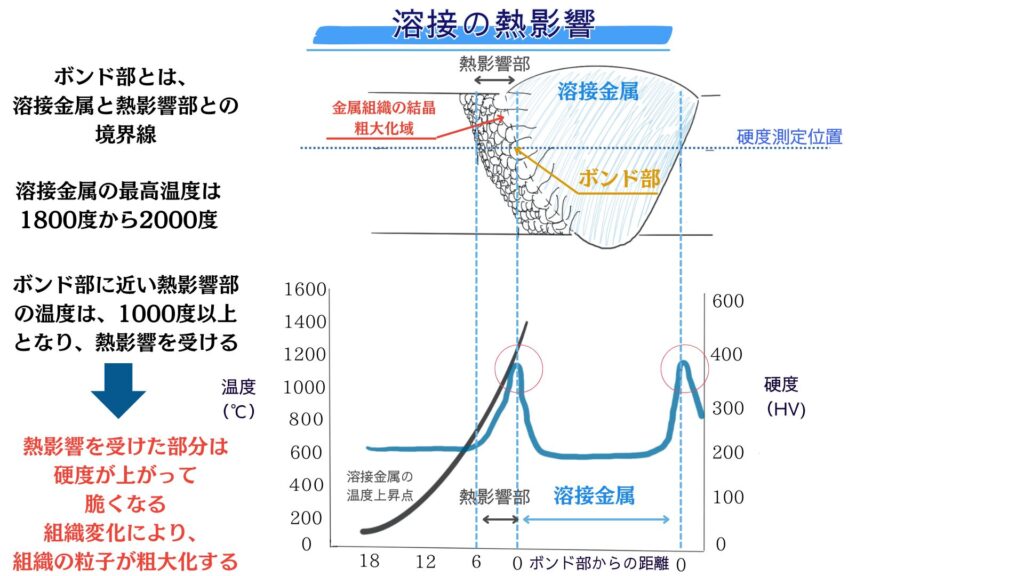
溶接すると、溶接金属は、1800度以上の高温になるんや! 溶接材料も母材も溶かしながら
接合するんやから、鉄がドロドロになる温度領域まで温度は上がっていくんやで〜
溶接金属と母材との境界線をボンド部って言うんや!
溶接金属は、めっちゃ高温になるけど、その熱で、母材も熱影響を受けるんやけどな〜
母材側は、溶接金属とのボンド部(溶接金属との境界線)が一番、熱影響を受けるんや!
上の図解では、ボンド部から6mm程度の範囲で熱影響部としているんや、
影響を受けて、温度上昇と共に、硬度が上がってますで〜って表してるんや!
熱影響部の温度は、600度以上となり、ボンド部では、1000度を超えますって事なんや!
この温度領域では、何が起こるかってことが、めっちゃ重要やねん!
727度以上になって、硬度が上がり、脆くなるのが、結論や!
そこで、溶接金属が急冷されることが起きれば、組織がマルテンサイト組織となって、
焼きが入ってしまうんや!
監督〜〜
思い出しました〜
鋼材は、700度以上の温度様域で焼き入れがされるんでしたね〜
焼きが入る=硬度が上がる=脆くなる でしたね。
その通りや〜
熱影響部が高温となって、組織変化が起こるんや!
このメカニズムを理解することが、溶接をする上でも
溶接作業を管理する上でも重要となるんや!
溶接時の温度管理に関しては、もっとレベルを上げてから解説するで〜
レベル5 溶接継ぎ手の種類と溶接強度
先ほど、溶接継ぎ手と溶接の種類を解説したけどな〜、ここで、まとめとこうか〜
まずは、この表を見てほしんや!
https://www.ryokosangyo.co.jp/2018/06/11/9003
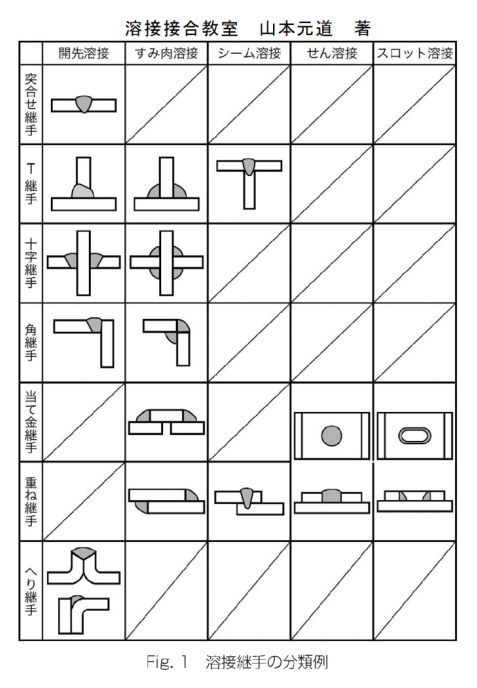
2枚の鉄板を重ねないで繋ぎ合わせた継ぎ手を突合わせ継ぎ手と言うんや!(1段目)
重ねて溶接する継ぎ手は、重ね継ぎ手やな!(上から6段目)
同じく2枚の鉄板をT型に重ねた継ぎ手がT継ぎ手で、(2段目)
隅っこを溶接する溶接種類を隅肉溶接って言うんや!
要は、鉄板の重ね方が継ぎ手の種類となっとるんやな〜
次に開先ってあるんやけど、この溶接の種類を比べて見てみようか〜!
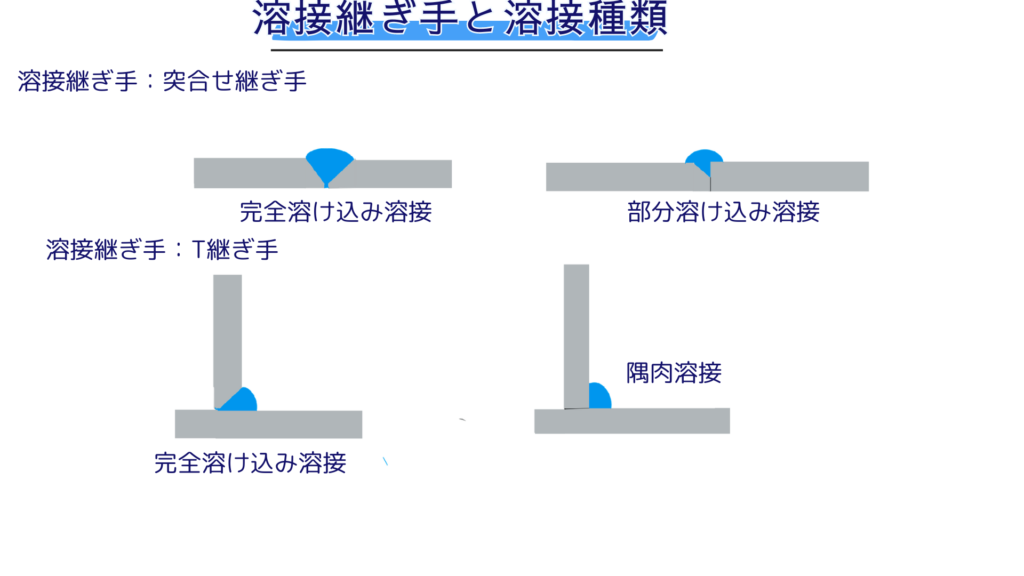
溶接構造物としての強度を上げようと思うなら、溶接量を増やせばいいんやったな〜
そこで、開先加工を行うんや〜 開先加工とは、部材の一部を削って、溶接量を増やすねん!

母材の先っぽを削り倒して、削ったところに、溶接金属を流し込み、溶接量を増やす溶接方法や!
母材どうしの隙間を完全に空けて溶接したものを、完全溶け込み溶接(左側のV開先)
部分的に削って、溶接する方法を部分溶け込み溶接って言うんやで〜(右側のレ開先)
もちろん、強度は、完全溶け込み溶接の方が上で、次に部分溶け込み溶接なんや!
開先の種類はたくさんあるけどな〜、ここでは、このくらいにしとくで〜
重要なポイントは、溶接量を増やせば、歪みも大きくなるので、仮溶接でしっかり固定することが
重要となるんや! 勝ち負けが存在して、固定できなければ、歪み、変形が起きるんや!
溶接構造物にしたときに、「ベコベコになる」って、言われるやつやな〜
左右非対称だったり、歪みが出て、直角が出てなかったりとな〜
ここまでをまとめるとやな〜
鉄板同士を組み合わせて、結合する方法には、継ぎ手の種類があり、
突き合わせ継ぎ手やT継ぎ手と言われるやつやな〜
あと、溶接の種類は、突き合わせ溶接で、開先のあり、なしがあり、
T継ぎ手では、隅っこを溶接する隅肉溶接があるんやったな〜
開先の種類は、たくさんあるけど、開先を多くとって、溶接の量を増やすことで、
強度は上がるけど、歪みのリスクもお上がるんやったな〜 そこで重要となるんは!!
拘束する事、仮溶接(タック溶接)が、重要なポイントで、拘束治具や拘束部材などで
しっかり固定することが、歪みを防ぐ方法やったな!
でもでもやで〜、歪んでなくても、溶接すると歪もうとする力が必ず働き、表面的に歪んでなくても
力は、内部に残るんやったな〜! これが内部歪みであり、残留応力って言うんや!
構造物にしたときの溶接強度にも関係あるんやったな〜!
溶接金属に引っ張られる方向への力には、弱いんやったな〜
あと、溶接量を増やす事で、溶接時間が増えるやん〜
これは、何を意味するかと言うんとやな〜!
これは、めっちゃ重要やで〜 それはな、熱影響が大きくなるっちゅうこっちゃ!
この熱影響は、溶接欠陥につながるので、最後に、溶接の欠陥についての解説行こうか〜
レベル6 溶接欠陥
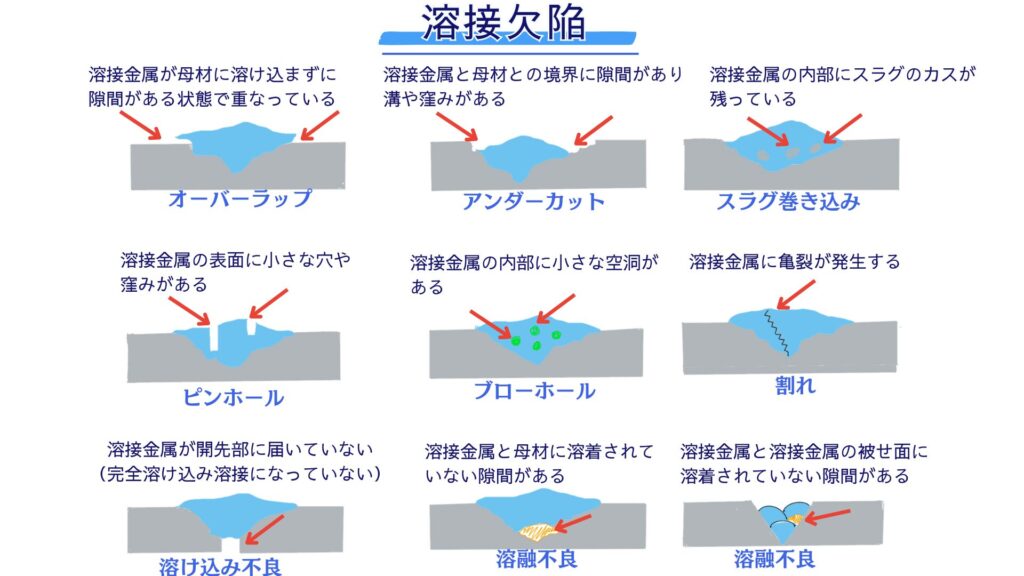
溶接欠陥を図解にすると、こんな感じやな〜
溶接欠陥とは、正確に言えば、品質基準書に準じて、そこに書かれている規格から外れた事を
言うんや! もう少し簡単に言うとやな!
完璧で、ミスがない溶接は、あり得なくて、少なからずミスは起こるもんなんや!
例えば、表面欠陥のオーバーラップでは、品質基準書に何個までは許容範囲とか
ピンホールは、穴の大きさが何ミリまでは、許容するとかの規格があり、
それ以内に準拠していれば、欠陥ではなく、「キズ」と呼んだり、
溶接欠陥ではなく、溶接不具合とされるんや!
先ほども言ったけど、完璧な溶接構造物を製造することは、本当に難しい事で、
現場作業もある機械のメンテナンスや修理の場面では、外部環境にも左右されるので、
本当に難しい作業となるんや! なので、どこまでが許容されるのか?
コストと作業時間を考慮して、適正な許容範囲を判断することが重要なんや!
それに、危険も伴う作業なので、それなりの知識を持って、作業に臨むことが重要なんや!
ここでは、溶接欠陥の詳しい説明は後に回るけど、表面の不具合だけでも、
オーバーラップ、アンダーカット、ピンホール、割れがあり、
特に熱影響部のボンド部に近いアンダーカットやオーバーラップは、構造物の強度に
大きな影響を与える可能性があるので、対策や起こった時の対応が必要となるんや!
内部欠陥でもスラグ巻き込み、ブローホール、溶け込み不良、溶融不良があるんやな〜
欠陥の原因と対策に関しては、実際の溶接作業の解説の際に、次回以降で行うとして、
ここで、言いたい事は、完璧な溶接を求めすぎると、コストが上がってしまい、
過剰品質になり得るってことなんや! だけど、品質は上げたいし、作業の安全性も
考えなければいけないんや!
それと、溶接不具合は、溶接方法や継ぎ手の違い、作業環境に左右されることが
大きいので、溶接の技量と合わせて、知識面が大切になることを理解して欲しいんや!
監督〜
溶接の知識に関して、解説ありがとう御座いました😊
やはり、鋼材編から鉄の熱影響に関して、学んできましたが、
溶接の熱影響も、変態点を超えると、鉄は組織変化(変態)を起こして、
オーステナイト化するんですね。
野外の現場では、雨の日や、雪の日に溶接することは、
溶接部の熱影響部が急冷されるんじゃないかと思いました。
マルテンサイト化してしまうと、焼きが入って、硬度が上がるんじゃないですか?
その通りやで〜
野外での溶接作業は、外気温度や気候に左右されることがあるんや〜
室内でも気候や室温なので、状況は変わるんや!
特に、溶接作業では、温度管理が重要になるんや!
そのことについては、実際の溶接作業の解説にそって、知識を
入れていこうと思っとるんや〜
今回の基礎知識をもとに、もっとレベル上げていくで〜
次回も楽しみにしといてや〜!